Vijf argumenten vóór 5-assig CNC-frezen
5-assig CNC-frezen is al lang niet meer zo complex als in de begintijd van deze technologie, zeker niet zolang men de twee extra assen gebruikt voor het positioneren van het werkstuk. Maar waarom zou men voor deze technologie kiezen als 3-assige machines ook nog altijd veel bieden en de werkstukken ook daarmee gefreesd kunnen worden?
5-assige CNC-freesmachines zijn niet nieuw. Begin jaren negentig kwam een afstudeerder van de TU Eindhoven bij het Nederlandse TNO tot de conclusie dat de theorie van 5-assig CNC-frezen onderzoekers in staat zou stellen om elk gekromd oppervlak te frezen, in veel kortere tijd dan met een 3-assige machine.
Maar, zo luidde de tweede conclusie: de CAM-software was nog niet in staat om een goed programma voor de machine te schrijven, het botsingsrisico was erg groot. Tegelijkertijd was de complexiteit van de werkstukken in de vorige eeuw zodanig dat deze zonder CAM-software onmogelijk met de hand aan de machine geprogrammeerd konden worden. Daarnaast was de datatransmissiesnelheid in die tijd onvoldoende hoog. Hierdoor zou de besturing de bewerkingen niet bij kunnen houden om tot een soepel verlopende bewerking te komen.
Een snelle besturing is vandaag nog steeds belangrijk om op te letten. Anders gezegd: de conclusie in 1993 was dat er een veelbelovende freestechnologie beschikbaar was, die praktisch nog niet bruikbaar was.
WANNEER OVERSTAPPEN VAN 3- NAAR 5-ASSIG?
Onderzoekers van de Roemeense universiteit van Sibiu hebben enkele jaren geleden een beslismodel ontwikkeld om productiebedrijven een leidraad te bieden als ze van 3- naar 5-assig CNC-frezen willen overstappen. Zij hebben gekeken naar onderdelen die men ook op een 3-assig bewerkingscentrum kan maken. Voor die situaties heeft een afweging tussen beide machineconcepten zin. Maar men moet dan wel rekening houden met zaken zoals de hogere aanschafprijs van een 5-assige machine en het feit dat voor het programmeren vaker CAM-software nodig zal zijn.
De variabelen die de onderzoekers voor hun beslismodel gebruiken, zijn op zichzelf al een goede leidraad bij het maken van de juiste afweging. Ze kijken naar de insteltijd van de machine voor elke operatie (is minder bij 5-assers); het kennisniveau dat van de operators wordt verlangd (is hoger bij 5-assers); de geometrie van de onderdelen (mag complexer zijn); de gevraagde nauwkeurigheid (5-assig bewerken heeft het voordeel van minder omspannen dus meer nauwkeurigheid) en de kosten. Als laatste factor tellen ze mee of een 5-assige machine voor een specifiek werkstuk meerwaarde biedt, helemaal zinloos is of beperkte meerwaarde oplevert.
Populair machinetype
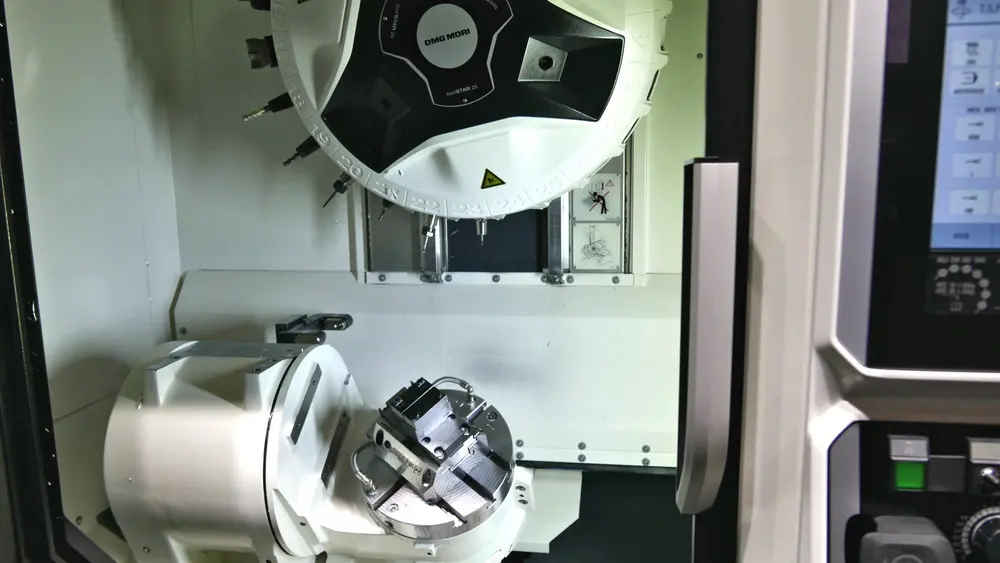
Hoe anders ziet de situatie er 30 jaar later uit. Het aanbod 5-assige bewerkingscentra is enorm gegroeid, de CAM-software is meer dan ooit geschikt voor het programmeren van de bewerkingen en de besturingen zijn in staat om de duizenden programmeerregels van een complex 5-assig werkstuk snel te vertalen naar signalen voor de aandrijvingen. Vijf argumenten pleiten vóór de 5-assige bewerkingscentra.
1. Lagere instelkosten
Het instellen van een machine is zeker bij kleinere en middelgrote series een kostenpost die zwaar kan wegen op de stukprijs. Omdat op een 5-assige CNC-machine vijf kanten in één bewerking gefreesd kunnen worden, hoeft men het werkstuk minder vaak om te spannen. Dat voordeel is er al op een indexeermachine (3+2 assen). Naarmate de nauwkeurigheid van de werkstukken op een hoger niveau ligt, neemt de tijd die het omspannen kost toe omdat men méér tijd kwijt is aan het exact uitklokken. Dit kost tijd als elke kant features heeft die getolereerd zijn ten opzichte van een feature aan een andere zijde. Deze tijdbesparing moet de hogere uurprijs van een 5-assige machine (gemiddeld 60 tot 110%) goedmaken. Het kan zijn dat er duurdere opspanmiddelen nodig zijn wil men de vijf zijden van het werkstuk optimaal bewerken, met name de twee extra assen die in het gereedschap zitten. Soms biedt dit voordelen, bijvoorbeeld als men gebruikmaakt van een spantoren waar meerdere werkstukken in één keer opgespannen worden. In dat geval kan men op een 5-assige machine zonder automatisering een aantal onbemande uren maken, méér dan op een 3-assige machine.
2. Hogere nauwkeurigheid
Minder vaak het werkstuk herpositioneren in de machineklem bespaart niet alleen insteltijd maar komt ook de kwaliteit ten goede. Minimale afwijkingen bij het omspannen kan in de uiteindelijke maatvoering van het werkstuk tot onnauwkeurigheden leiden die niet langer verwaarloosd kunnen worden. Hoe nauwer de toleranties, des te eerder is 5-assig frezen een betere oplossing. Wel moet men er rekening mee houden dat elke as extra – bovenop drie assen – tot een extra positiefout kan leiden. Een 5-assige machine luistert wat dat betreft wat nauwer, maar er zijn tegenwoordig hulpmiddelen waarmee ook de CNC-frezer zelf de nauwkeurigheid van de machine kan controleren en afwijkingen kan compenseren.

3. Betere oppervlaktekwaliteit
De oppervlaktekwaliteit van 5-assige machines ligt doorgaans hoger dan bij 3-assers. Dit komt door de mogelijkheid om aan vijf kanten dichter bij het werkstuk te komen. Hierdoor freest men met kortere gereedschappen, wat weer leidt tot minder risico op trillingen. In sommige toepassingen haalt men de hogere oppervlaktekwaliteit in een kortere tijd, zeker als men bij 3-assig verspanen nog een extra polijstbewerking moet doen. Stapt men over van 3+2 bewerken naar 5-assig simultaan frezen dan neemt de oppervlaktenauwkeurigheid verder toe. Een interessante ontwikkeling bij simultaan 5-assig frezen is het gebruik van algoritmen die realtime de oriëntatie van de frees zodanig aanpassen dat deze altijd parallel staat tegenover het oppervlak dat gefreesd wordt. Hierdoor neemt de kwaliteit van het oppervlak toe en daalt de cyclustijd.
Oppervlaktekwaliteit van 5-assige machines ligt hoger dan bij gelijkwaardige 3-assers
4. Kortere doorlooptijden
Het minder vaak omspannen van een werkstuk leidt automatisch tot kortere doorlooptijden. Daarnaast zijn vaak hogere snijsnelheden mogelijk bij 5-assig bewerken. De grote productiviteitswinst zit echter in het extern programmeren met CAM-software. De ontwikkelaars integreren steeds geavanceerdere freesstrategieën voor het 5-assig frezen van complexe producten, zoals impellers (waaiers). Met enkele handelingen worden deze onderdelen geprogrammeerd, wat in werkvoorbereiding de doorlooptijd verkort. Daarnaast bevatten de moderne CAM-programma’s strategieën die geoptimaliseerd zijn voor een zo kort mogelijke cyclustijd op de machine, vaak gecombineerd met een hoge oppervlaktekwaliteit. Een voorbeeld is Swarf frezen (Side Wall Axial Relief Feed), waarbij de zijkant van het gereedschap wordt gebruikt. De lengte van de frees wordt optimaal benut. Dikwijls hoeft de bewerking van de zesde kant niet op de 5-asser te gebeuren. Als aan deze zijde geen bijzondere features zitten, hoeft vaak enkel bijvoorbeeld een zwaluwstaartverbinding weggefreesd te worden. Dat kan op een goedkopere 3-assige machine.
Grote productiviteitwinst zit in het extern programmeren met CAM-software
5. Veelzijdig
De 5-assige machine laat zich meestal goed automatiseren. Omdat de machines universeel inzetbaar zijn, haalt men met een 5-asser flexibiliteit binnen. Gecombineerd met automatisering of meervoudige opspanmiddelen kan men langere tijd onbemand producten bewerken. De 5-asser is veelzijdig. Daarom kan het de moeite lonen om bij de selectie van een 5-assig bewerkingscentrum niet voor het kleinste formaat te gaan maar juist een machine te kiezen met een groter bereik. Die zal duurder zijn in de uurprijs, maar flexibeler qua inzetbaarheid.
Lang hebben 5-asssige CNC-machines het imago gehad dat de bediening complex was en meer geschoolde medewerkers vergt. Deels klopt dat. Maar bedenk ook: een 5-asser is voor operators die er nog niet mee hebben gewerkt een nieuwe uitdaging.
De instapdrempel naar 5-assig CNC-frezen ligt veel lager dan in het begin, mede door de verbeteringen in de CAM- en besturingssoftware. 5-assig frezen leent zich voor complexe werkstukken en dat is niet de enige reden om over te stappen.
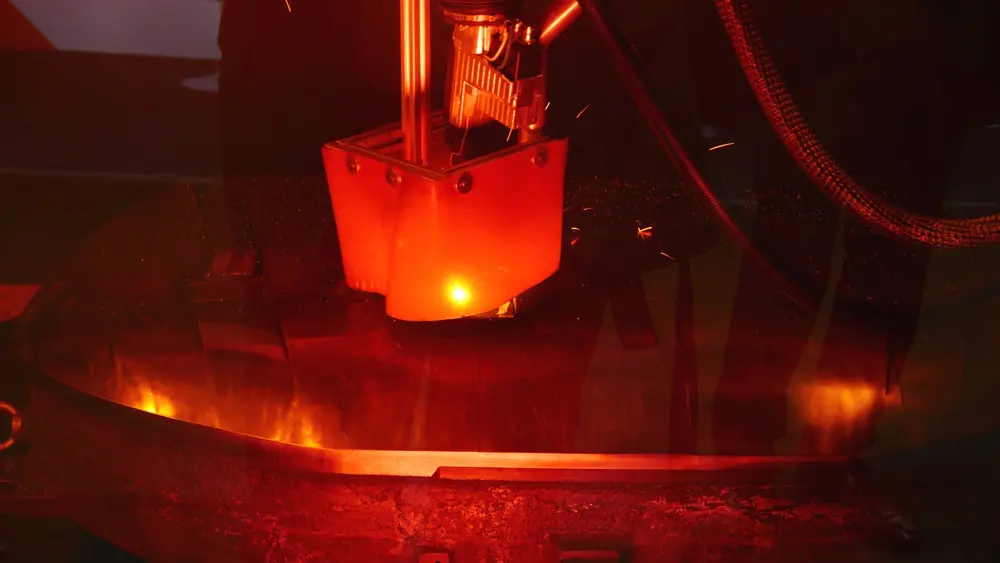
GEEFT ADDITIVE MANUFACTURING EXTRA IMPULS AAN 5-ASSIG CNC FREZEN?
Hoewel additive manufacturing nog geen breed geaccepteerde productietechnologie is, komt het gebruik ervan stilaan in een stroomversnelling. Een van de belangrijke voordelen van AM is de vormvrijheid. Het grote nadeel is de matige oppervlaktekwaliteit en dus ook de nauwkeurigheid, waardoor nabewerken noodzakelijk is. Zal de groei van AM voor een toename van 5-assig CNC-frezen leiden vanwege de complexe vormen die bewerkt moeten worden?
Deze verwachting leeft. Onderzoekers van het Duitse Fraunhofer hebben dit enkele jaren geleden voorspeld. Zij denken dat de vraag naar het bewerken van de complexe 3D-geprinte onderdelen tot extra groei van het aantal 5-assige CNC-machines zal leiden. Dit tekent zich al af bij de machinebouwers die met hybridemachines naar de markt komen, additieve en subtractieve bewerkingen in één, zoals Wire Arc AM of lasercladmachines. Veelal zijn deze 5-assig uitgevoerd om de complexe onderdelen te kunnen maken. Een enkele machinebouwer grijpt hiervoor terug naar het hexapod aandrijfprincipe dat eind vorige eeuw een aantal jaren op vrijwel elke internationale metaalmachinebeurs te zien was, maar nooit echt is doorgebroken. Het voordeel van deze opbouw is dat relatief lichte structuur zeer stijf is, waardoor men ook nikkelchroom stalen ermee kan bewerken. Daarnaast kan men met het hexapod concept op een relatief klein oppervlak een groot werkbereik creëren en is de dynamiek van deze machines hoog.