Overmatige trillingen kunnen je productiviteit met de helft reduceren
Om ze duurzaam te beheersen, moet het probleem bij de wortel worden aangepakt
Trillingen zorgen al voor kopzorgen sinds het ontstaan van verspanende bewerkingen, want ze zijn vrijwel inherent aan het proces. Operatoren zijn er dan ook mee vertrouwd en weten meestal goed hoe ze ermee moeten omgaan. Maar zolang er van bovenaf niet op voorhand nagedacht wordt over een systematische aanpak van het probleem, zullen de ongewenste effecten zich blijven herhalen en hol je als werkvloer steevast achter de feiten aan. Trillingen moeten bij hun wortel worden aangepakt. Dat is gemakkelijker gezegd dan gedaan: het fenomeen is dermate complex dat daarvoor de hele keten in kaart moet worden gebracht, van gereedschap, over machine tot en met de bewerkingsstrategie.

Types van trillingen
Onder de noemer ‘trillingen’ valt elke oscillerende beweging die ontstaat tussen het snijgereedschap en het werkstuk tijdens de verspanende bewerking. Operatoren herkennen ze aan dat typisch ratelende geluid dat van bij de machine vandaan komt, maar net zo goed staat het bewerkingscenter te daveren op zijn grondvesten. De symptomen kunnen sterk uiteenlopen en variëren in hevigheid. We onderscheiden in deze context drie types. Om straks de stap te zetten naar mediëren, is het immers belangrijk dat je het fenomeen ten gronde begrijpt.
Gedwongen trillingen
Aan de basis van dit soort trillingen ligt een externe periodieke kracht die het systeem voortdurend in beweging zet. Denk aan een onbalans van de spil of het gereedschap. Excentriciteit van de frees en een slechte lagering zijn eveneens mogelijke oorzaken. Deze vorm van trillingen wordt gekenmerkt door een stabiel patroon, waarbij de frequentie gelijk is aan die van de bron. Dat voegt een element van voorspelbaarheid toe aan het verhaal. Zodra de oorzaak wordt weggenomen, verdwijnen ook de trillingen. Hoewel dat misschien logisch klinkt, is dat niet bij alle vormen van trillingen het geval. Maar hier dus wel.
Vrije trillingen
In tegenstelling tot bij de gedwongen variant is er bij vrije trillingen slechts sprake van een korte verstoring die het systeem laat vibreren, waarna het uit zichzelf nog even natrilt op de eigenfrequentie. Wat kan die plotse impact veroorzaken? Een waaier aan dingen: het gereedschap dat het werkstuk bij intrede raakt, bijvoorbeeld. Of een abrupte verandering van snijbelasting. In wezen zijn vrije trillingen kort en daardoor relatief onschuldig, alleen kunnen ze chatter oproepen, en dat is wel problematisch.
Zelfopgewekte trillingen
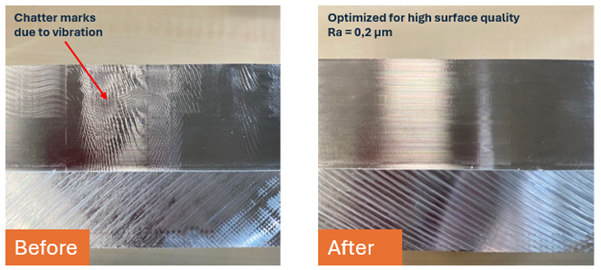
Voor verspanende bewerkingen is deze derde vorm van trillingen de meest zorgwekkende en daardoor degene waar gewoonlijk de meeste aandacht naartoe gaat. Zelfopgewekte trillingen of chatter zijn afkomstig van het snijproces zelf en dus niet van een externe bron. Als je het snijproces niet goed in de hand hebt, worden de trillingen die erdoor worden veroorzaakt, nog verder versterkt als gevolg van de interactie tussen de snijkrachten, spaandikte en elasticiteit van zowel de machine als het gereedschap. De amplitude van de trillingen kan op die manier snel groeien en leiden tot een slechte oppervlaktekwaliteit, lage maatnauwkeurigheid en overmatige slijtage van je snijgereedschap. Met andere woorden, de kwalen die je typisch associeert met trillingen, komen voornamelijk uit deze hoek, hoewel de drie types elkaar beïnvloeden.
Frequentieresponsfunctie
Dat trillingen een negatieve impact hebben op de kwaliteit van het verspaningsproces, staat buiten kijf. We somden de voornaamste effecten daarnet heel kort op. Veel meer woorden hoeven we daar niet aan vuil te maken, ze zijn genoegzaam bekend. Wel is het belangrijk om hier nog even aan te stippen dat overmatige trillingen ook ten koste gaan van de productiviteit.
Breng je stabiele zones in kaart
Wanneer de operatoren een probleem met trillingen vaststellen, is hun eerste reflex vaak om ofwel de voeding ofwel het toerental van de spindel te verminderen, in extreme gevallen soms tot minder dan de helft van wat de machine maximaal aankan. Dan geef je natuurlijk heel wat productiviteit prijs, terwijl dat eigenlijk niet hoeft. Elke machine heeft namelijk specifieke zones waarbij het snijproces stabiel verloopt en weinig of geen last heeft van chatter. Het zijn met andere woorden gebieden in het parameterbereik waar de bewerking vrijwel vrij is van trillingen. En die gaan zeker niet altijd gepaard met lage toerentallen, wel integendeel. Vandaar dat het aan te raden is om voor de meest voorkomende set-ups en de belangrijkste gereedschapsfamilies die stabiele zones op voorhand goed in kaart te brengen, zodat je de werking en configuratie van je systeem daarop kunt afstemmen. Voorkomen is altijd beter dan genezen.
Hoe doe je dat?
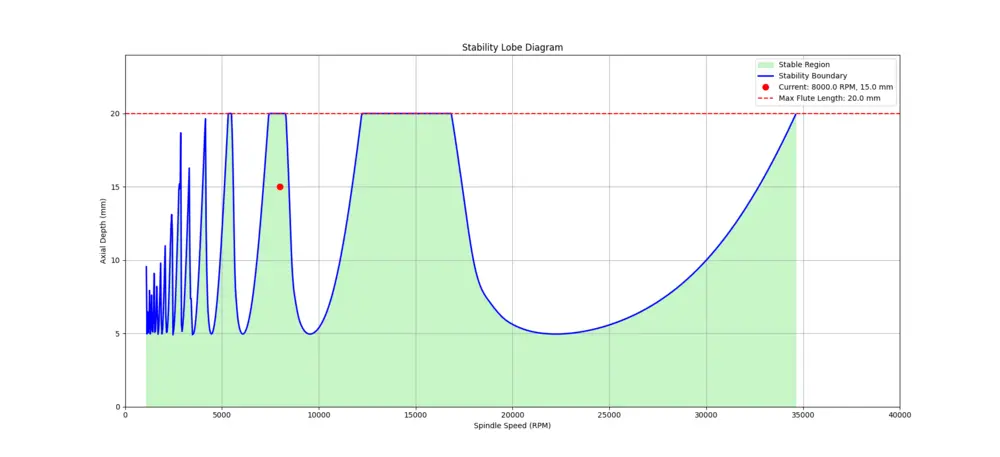
Er bestaan verschillende methodes om die stabiele zones te vinden. Daarvan wordt de hamer-impacttest misschien wel het vaakst toegepast. Het principe is vrij eenvoudig: door het systeem, dat wil zeggen het geheel van gereedschap, houder en spindel, te onderwerpen aan een korte mechanische puls, wordt een trillingsrespons uitgelokt. En die kan je vervolgens analyseren. De analyse van je trillingsrespons levert met de eigenfrequenties, stijfheid, demping en trillingsmodi de data die je nodig hebt om de stabiliteitslobben van je systeem te berekenen.
Die worden weergegeven in een diagram met op de X-as gewoonlijk het spiltoerental en op de Y-as de snedediepte. Op dat diagram lees je enerzijds de lobvormige gebieden af – vandaar de naam – waar stabiel snijden mogelijk is (onder de curve), en anderzijds waar er chatter optreedt (boven de curve). Zo krijg je een visuele handleiding van hoe je bij een bepaalde set-up het maximale uit je machine kan halen. Opvallend is dat het proces soms net stabieler kan zijn bij een hoger toerental.
Hoe ontstaan stabiele zones?
Als er een kleine trilling aanwezig is, zal een tand tijdens het frezen een licht afwijkend, golvend oppervlak achterlaten. Wanneer de volgende tand door dat oppervlak snijdt, verandert de spaandikte. Die variatie beïnvloedt de trilling. Tegelijk heeft het systeem een eigenfrequentie – hier komen twee types van trillingen samen. Afhankelijk van het toerental zal de volgende tand ofwel in fase snijden en de trilling daardoor versterken, ofwel snijdt de tand uit fase.
Die tweede mogelijkheid is voor het verspaningsproces veel gunstiger want ze heeft een dempend effect. Met andere woorden, wanneer de faseverschuiving precies goed is, wordt een deel van de trilling door de volgende tand gecompenseerd. Dat biedt je de kans om de snedediepte plots veel te vergroten zonder dat het chatterniveau daardoor toeneemt. Aangezien deze gunstige fasecondities zich periodiek herhalen bij hogere toerentallen, ontstaan meerdere stabiele eilanden.
Belangrijke rol voor het gereedschap
Het fenomeen van trillingen bij verspanende bewerkingen is het eindresultaat van interagerende, dynamische processen die zich door het volledige systeem afspelen en waarvan de effecten zich pas laten gevoelen in het gebied waar de spanen worden gevormd. Van alle elementen in de keten is het snijgereedschap (bijna altijd) het meest flexibel.
Bekeken vanuit het oogpunt van een stabiele bewerking zonder trillingen, is je snijgereedschap daarom de schakel die je het scherpst in de gaten moet houden. Om je een idee te geven van de gevoeligheid en het belang van met name de uitsteeklengte, een korte uitstap naar de balktheorie. Die leert ons dat de doorbuiging evenredig is met de derde macht van de uitsteeklengte. In mensentaal: een drie keer langere uitsteeklengte vertaalt zich in een doorbuiging van x 27!
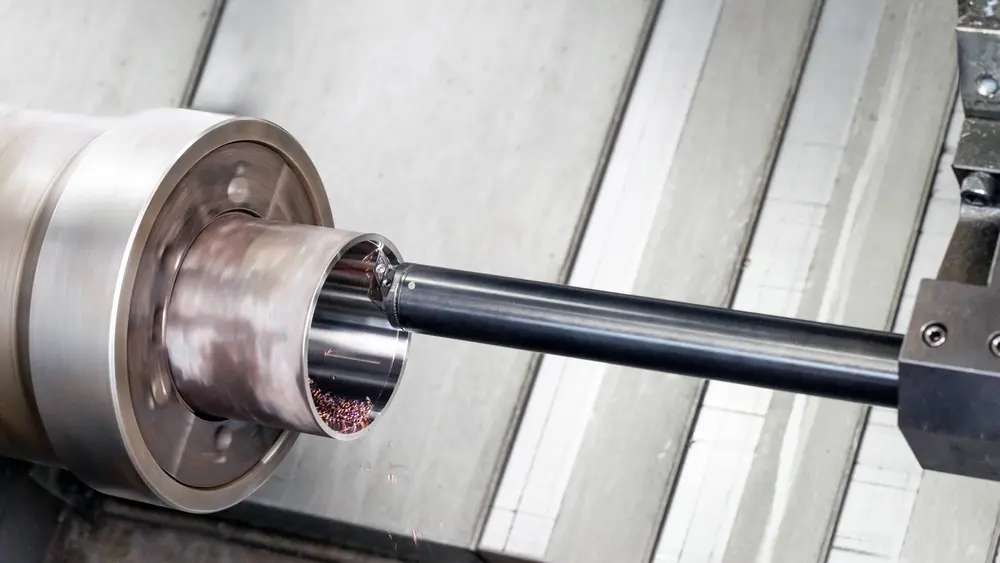
Maar soms is de uitsteeklengte gewoon nodig, natuurlijk. Je kan dan kiezen voor een stijver gereedschap of eentje met meer massa. Daarnaast bestaan voor toepassingen als bijvoorbeeld het diepgatboren speciale houders die op hydraulica een beroep doen om de trillingen te dempen. Kortom, ook de fabrikanten van snijgereedschappen zijn vertrouwd met het fenomeen van trillingen en hebben over de breedte van de snijoperaties oplossingen klaar.
Naar een volautomatische feedbacklus
Behalve aanpassingen aan het gereedschap zelf, zal je uiteraard ook naar je machine en freesstrategie moeten kijken om de trillingen te beheersen. Want met je tooling alleen kan je de strijd met trillingen niet winnen.

Freesstrategie
Bij operaties als volsleuffrezen, bijvoorbeeld, komen grote krachten vrij. In plaats van direct vol in het materiaal te grijpen, is het misschien een beter idee om voor een graduele opbouw te kiezen en te werken met een minder grote radiale snedediepte. Bij axiaal frezen worden de krachten hoofdzakelijk in de lengterichting van het gereedschap (dus parallel aan de spindel) opgenomen. Dit heeft belangrijke mechanische voordelen. Niet alleen is die vorm van belasting makkelijker op te vangen door de spindellagers, omdat de krachtlijn samenvalt met de as van de frees zal het gereedschap ook minder doorbuigen. Met name bij het frezen van diepe sleuven of pockets met een hoge wand, komt axiaal frezen optimaal tot zijn recht.

CAM-strategieën als trochoïdaal en adaptief frezen bestaan al zo lang dat ze tegenwoordig vrij standaard zijn. Vandaag zullen moderne CAM-strategieën aan de hand van dynamische toolpaden scherpe hoeken ook afronden en acceleratiepieken vermijden.
CNC stuurt bij
Op dit moment evolueren we richting volautomatische feedbackcycli waarbij de CNC-sturing van de machine de trillingen eerst zal detecteren om ze daarna automatisch via slimme bewerkingscycli te gaan onderdrukken. De sturing kan trillingen op verschillende manieren detecteren. Sommige machines beschikken daarvoor over versnellingssensoren, andere analyseren de frequentie van het geluid dat ontstaat tijdens de bewerking of pikken variaties in het koppel of de belasting van de spil op die wijzen op trillingen.
Aan de hand van interne modellen van het gereedschapsgedrag en machinedynamica zal de sturing een vergelijking maken tussen de gemeten data en de verwachte stabiele situatie, en ingrijpen wanneer dat nodig is. Bepaalde fabrikanten zullen bijvoorbeeld het toerental continu moduleren om zo resonantie te vermijden. Dat is alleszins de manier waarop een methode als spindle speed variation (SSC) werkt.

Conclusie
Spindle speed variation en andere, soortgelijke strategieën ter bestrijding van trillingen hebben hun meerwaarde al afdoende bewezen, maar je mag er geen wonderen van verwachten. Ze kunnen set-upfouten als een te grote uitsteeklengte of een opspanning die onvoldoende stijf is, niet verdoezelen. Dat toont nog maar eens aan hoe belangrijk het is om elke schakel in de ketting op orde te hebben. Het uitvoeren van een impacttest die het dynamische gedrag van je volledige systeem in een diagram giet, kan daarbij zeker helpen. Zo ken je de stabiele zones en zal je je productiviteit niet hypothekeren door voor een te laag toerental te gaan. Meten is nog altijd weten!
Met medewerking van DMG-Mori, Germond, Hoffman Group, Iscar, Okuma en Sirris