Plooien vergt vakmanschap én specialistische apparatuur
Bij plooien vindt plastische vervorming van het plaatmateriaal plaats door dit met grote kracht te buigen. Het is een snelle en schone bewerking zonder materiaalverlies of nabewerking. Wel is het precisiewerk en vergt het vakmanschap en specialistische apparatuur. Plooien kan handmatig, maar als het aankomt op grote precisie, grote buigbreedten en/of dikke platen is een mechanisch aangedreven plooibank aangewezen. Omdat een verkeerde uitvoering kan leiden tot beschadiging, scheurvorming en/of het niet behalen van de vereiste toleranties, gaat CNC-sturing – ook hier – een steeds grotere rol van betekenis spelen.


(foto: Hoekman RVS)
Plastisch deformeren
Plooien – in Nederland doorgaans buigen of (af)kanten geheten − is een bewerkingstechniek waarbij door metaal met grote kracht te buigen plastische deformatie van het plaatmateriaal optreedt. Deze techniek is een logisch vervolg op bewerkingen als knippen, boren en lasersnijden. Plooien is precisiewerk dat handmatig kan worden uitgevoerd, maar als het aankomt op grote buigbreedten en/of dikke platen is de plooibank het meest aangewezen. Deze is speciaal geconstrueerd om een plaat in een hoek of speciale bocht te buigen. Het proces verloopt relatief snel, er is geen sprake van materiaalverlies en een nabewerking is niet nodig. Wel dient rekening te worden gehouden met zogeheten plooiverlies; de mate waarin is afhankelijk van het soort materiaal, de dikte, de hoek van de matrijs en de stempelradius.

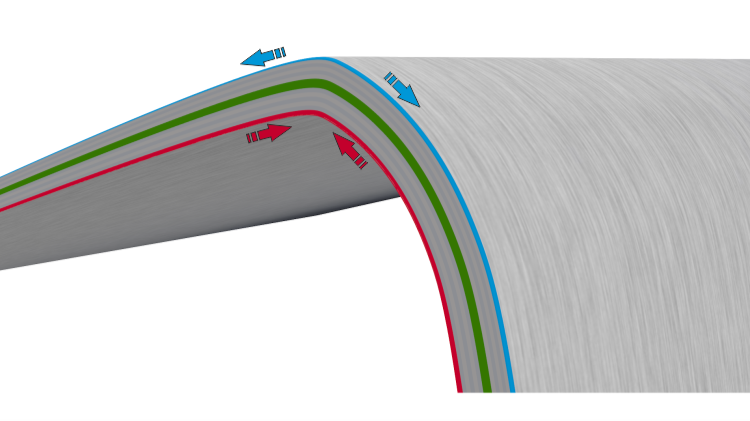
Bij het plooien wordt het materiaal aan de binnenkant van de plaat (de struikzijde) samengedrukt, aan de buitenzijde (de rekzijde) uitgerekt (foto: Tosec)
De keuze voor het juiste type plooibank wordt onder meer bepaald door tonnage, materiaaldikte, plooilengte, de werksnelheid, het gewenste aantal gereedschapswissels en de gewenste programmeersoftware, factoren die alle mede bepalend zijn voor de uiteindelijke kostprijs.
Van invloed op het eindresultaat zijn daarbij onder meer de materiaalsoort en -dikte, de walsrichting, de groefbreedte, de binnenradius, verkortingswaarden en gereedschapsslijtage. Een complicerende factor is het feit dat wanneer er meerdere plooien in dezelfde plaat moeten worden aangebracht, er al vooraf rekening dient te worden gehouden met de plooivolgorde.

Plooitechniek
Het plooien verloopt in grote lijnen als volgt. Op de plooibank worden een stempel en matrijs geplaatst tussen de zetbalk (ram) en de tafel. De metaalplaat wordt gepositioneerd tussen een stempel en een (onder)matrijs. Door de stempel (doorgaans mesvormig) met veel kracht in de ondermatrijs/groef te drukken (doorgaans V-vormig) treedt een permanente vormverandering op. De stempel beweegt tijdens het ponsen op en neer, de ondermatrijs blijft steeds in dezelfde positie. De plaat wordt dan aan de buitenzijde gerekt en aan de binnenzijde gestuikt (zie de figuur). De mate waarin dit gebeurt, is afhankelijk van de afmeting van de plaat en de hoekradius.
Het uitoefenen van kracht op een werkstuk kan mechanisch, pneumatisch en servo-elektrisch, maar gebeurt doorgaans hydraulisch. Er zijn drie plooitechnieken.
Luchtplooien

(foto: Hoekman RVS)
Het luchtplooien of vrijbuigen is een trajectafhankelijk proces – voor elke hoek is een specifiek traject nodig – waarbij de stempel het werkstuk in de matrijs drukt zonder daarbij de wanden te raken. Terwijl de stempel naar beneden beweegt, buigen de vlakken van het werkstuk naar boven en ontstaat een hoek die kleiner is naarmate de stempel het werkstuk dieper in de matrijs drukt.
Adaptief plooien
Bij het adaptief plooien is het de plooihoek zelf die wordt gestuurd, en wel via een lasersysteem. Dit meet de gemaakte hoek aan weerszijden van de matrijs, waarna de actuele plooihoek kan worden berekend.
Matrijsplooien
Bij het matrijsplooien wordt het werkstuk door de stempel volledig in de matrijs gedrukt; tussen matrijs, werkstuk en stempel bevindt zich geen vrije ruimte meer. Voor elke hoekvorm is een aparte gereedschapset nodig omdat stempel en matrijs precies in elkaar moeten passen.
Foutpreventie
Een verkeerde uitvoering kan leiden tot beschadiging of scheurvorming terwijl een verkeerde plooivolgorde ertoe kan leiden dat de vereiste toleranties niet worden gehaald.
Warmte van het autogeen-, plasma- of lasersnijden brengt spanning in het plaatmateriaal. Een extra buiging in een andere richting aan de rand van het materiaal kan ongewenste boogvorming onder invloed van die spanning voorkomen. Hoe groter de buigkracht, hoe groter de machinedeformatie. De pers moet voor deze deformaties (kunnen) compenseren. Diktevariatie veroorzaakt direct hoekafwijkingen. Bovendien zal die resulteren in variatie van de perskracht. Technisch is het mogelijk dit realtime te meten en hiervoor waar nodig te compenseren.


De stempels en matrijzen en de kracht waarmee wordt geperst, zijn grotendeels bepalend voor het eindresultaat. De instelling van de perskracht is afhankelijk van de materiaalsoort, de dikte, het buiggereedschap en de buighoek. Om vervorming te voorkomen, moeten eventuele gaten en boringen op voldoende afstand van de plooilijn worden getekend.

Variëteiten
Plooibanken zijn verkrijgbaar in allerlei soorten en maten, variërend van op maat geconfigureerde meerassige afkantpersen met een adaptief hoekmeetsysteem tot machines met extra’s als een compleet gereedschapsmagazijn en een automatische gereedschapswisselaar. Tot de standaardgereedschappen behoren onder meer stempels en enkelvoudige, meervoudige en verstelbare V-matrijzen waardoor platen in een kantbank op diverse manieren kunnen worden vervormd. Naast het gangbare standaardassortiment zijn er ook vaak op maat geleverde, specialistische gereedschappen, bijvoorbeeld een radiusinsert met een specifieke radius en verschillende soorten stempels waaronder onder meer een roterende stempelas, een stempel met schanierende flanken en speciale stempels voor onder meer Z-plooien/verstevigingen en U-profielen.

Hulpmiddelen bij het plooien zijn onder meer:
- plooifolie of plooidoek teneinde plooimarkeringen te voorkomen
- plooi- en toedrukgereedschappen waarmee plooien met eenzelfde set kunnen worden toegedrukt zonder de noodzaak gereedschappen te moeten wisselen
- ondergereedschap met geharde radius-inserts teneinde slijtage te voorkomen.

Onderhoud en opslag
Gebrekkig onderhoud en vervuiling van het plooigereedschap leidt tot slijtage van of schade aan geleidingen, matrijs en/of stempel, waardoor de productnauwkeurigheid afneemt. Om dat te voorkomen is het onder meer zaak stempels na te slijpen, de stempel, matrijs of plooihouder bij te werken, gereedschapsgeleidingen en andere onderdelen, bijvoorbeeld veren, te reviseren en/of te vervangen gereedschapsdelen na te stellen.
Bij de opslag van het gereedschap dient aandacht te worden besteed aan de kans op corrosie. Metaalresten moeten worden verwijderd door deze bijvoorbeeld in zijn geheel te wassen. Afhankelijk van de omstandigheden dient het gereedschap te worden beschermd met een anticorrosiemiddel, want ook hier geldt: goed (onderhouden) gereedschap is het halve werk!
BELANGRIJKE BEGRIPPEN
Bombering: het verschijnsel dat de kanthoek in het midden minder scherp is dan aan de zijkant doordat de machine in het middendeel het meest doorbuigt; dit wordt gecompenseerd door een kromstelling van de ondertafel.
Buigradius: parameter bepalend voor de plaateigenschappen na het plooien. Hoe groter de buigradius, des te kleiner het breukgevaar en het sterkteverlies; hoe kleiner de buigradius, hoe groter de afname van de materiaaldikte bij het buigpunt.
Hoekmeetsysteem: meetsysteem op basis van sensor- of lasertechnologie dat automatisch en realtime controleert of de gebogen hoek correct is.
Minimale beenlengte: de minimale opleg van de plaat op de matrijs, nodig om de buiging te kunnen uitvoeren; deze wordt bepaald door de plaatdikte.
Radiusstempels: stempels die worden ingezet voor het plooien van (zeer) harde staalsoorten. Dergelijke materialen zullen bij een te kleine radius snel scheuren.
Radiuszetten: techniek waarbij de plaat op verschillende posities stapsgewijs wordt gebogen, zodat deze een ronde vorm krijgt.
Terugveren: het na het plooien deels ‘terugkeren’ van het materiaal. Met het oog op de gewenste toleranties dient hiermee rekening te worden gehouden.
AUTOMATISERING
Het bepalen van de plooivolgorde kan worden vereenvoudigd met speciaal daarvoor ontwikkelde 2D- en 3D-simulatoren die de slimste volgorde kunnen bepalen. Om zowel de gemaakte hoeken als de maatvoering binnen de gestelde toleranties te houden, wordt bij geavanceerde plooipersen gebruikgemaakt van zaken als CNC-sturing, gestuurde aanslagen en hoekmeting.
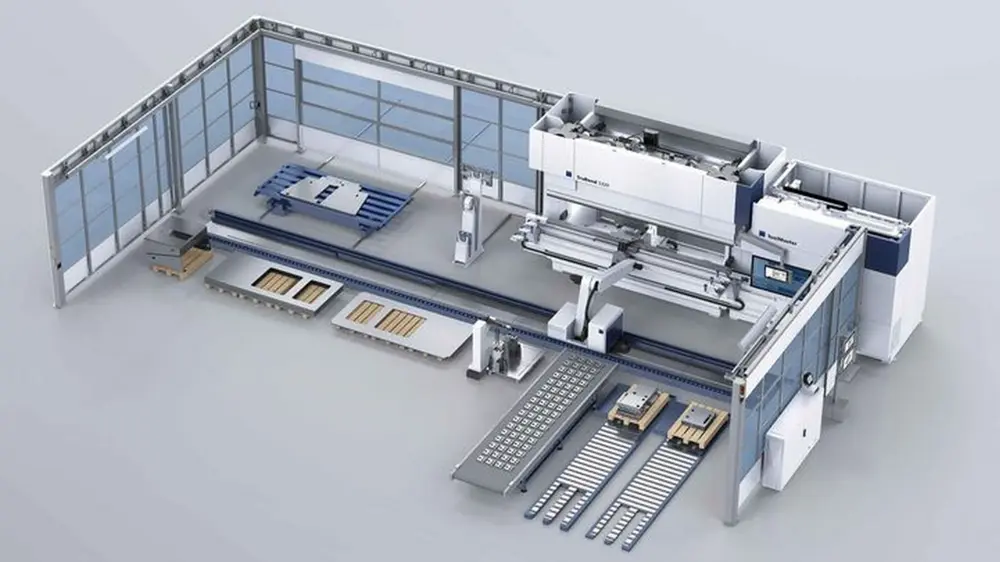
Volledige automatisering van het wisselproces kan worden gerealiseerd op een pers met CNC-besturing, ondergebracht in een productiecel. Een dergelijke cel omvat daarnaast onder meer een magazijn voor (gecodeerde) gereedschappen, een aan- en afvoerlijn, een invoertafel, en een persbed met kogels, kogellichters en een klemsysteem om stempel en matrijs in de machine te klemmen. Deze elementen dienen vanuit de CNC-besturing op elkaar te worden afgestemd. Een belangrijke randvoorwaarde voor het goed functioneren van een automatisch gereedschapwisselsysteem is de uniformiteit van de gereedschappen.
Met dank aan Bystronic, Hoekman RVS, Haco, LVD Group en V.A.C. Machines