
Le pliage nécessite un savoir-faire et un équipement spécialisé
Le pliage est la déformation plastique d'un matériau en feuille en exerçant sur lui une force de pliage élevée. C'est une opération rapide et propre, sans perte de matière ni post-traitement. Cependant, il s'agit d'un travail de précision qui nécessite du savoir-faire et un équipement spécialisé. Le pliage peut se faire manuellement mais lorsqu'on a affaire à une grande précision, de grandes largeurs de pliage et/ou des tôles épaisses, il est recommandé d'utiliser une presse plieuse à entraînement mécanique. Etant donné qu'une mauvaise exécution peut entraîner des dommages, la formation de fissures et/ou le non-respect des tolérances requises, la commande CNC va jouer un rôle de plus en plus important dans ce domaine.


(photo: Hoekman RVS)
Déformation plastique
Le pliage est une technique d'usinage avec laquelle on entraîne la déformation plastique d'une tôle en pliant le métal avec une grande force. Cette technique est la suite logique d'usinages tels que le découpage (laser) et le perçage. Le pliage est un travail de précision qui peut être effectué manuellement mais lorsqu'il s'agit de plier de grandes largeurs et/ou des tôles épaisses, la presse plieuse est plus appropriée. Celle-ci est spécialement conçue pour plier une feuille selon un certain angle ou une courbe spéciale. Le processus est relativement rapide, il n'y a pas de perte de matière et aucun post-traitement n'est nécessaire. Cependant, il faut tenir compte de ce que l'on appelle la perte au pli; son ampleur dépend du type de matériau, de l'épaisseur, de l'angle de la matrice et du rayon du poinçon.

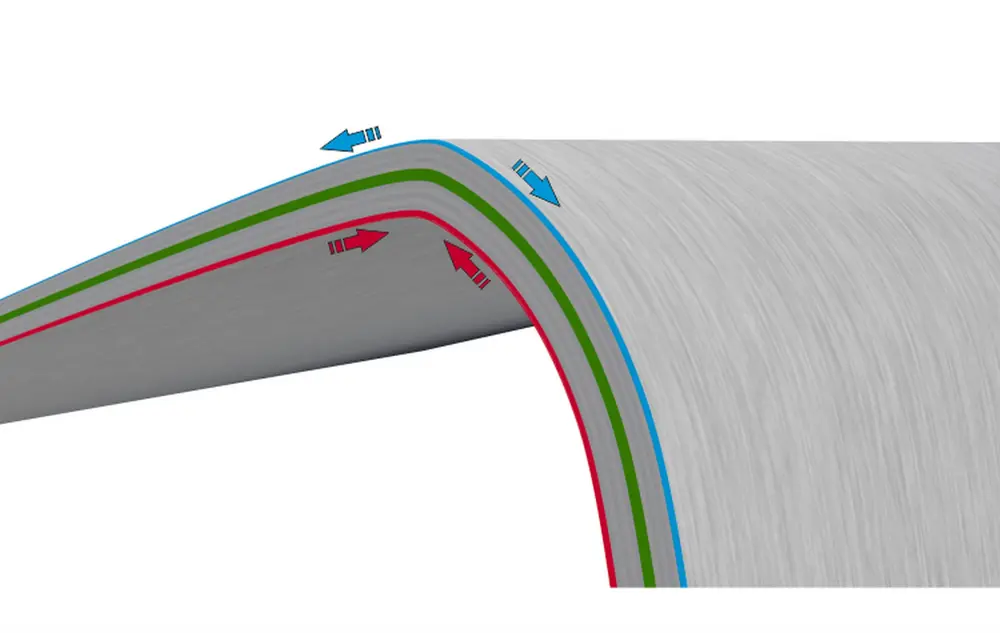
Le pliage consiste à comprimer le matériau à l'intérieur du pli et à l'étirer à l'extérieur du pli (photo: Tosec)
Le choix du bon type de presse plieuse est déterminé par le tonnage, l'épaisseur du matériau, la longueur de pliage, la vitesse de travail, le nombre de changements d'outils souhaité et le logiciel de programmation souhaité... autant de facteurs qui sont déterminants pour le prix de revient final.
Le type et l'épaisseur du matériau, le sens de laminage, la largeur du vé, le rayon intérieur, les valeurs de raccourcissement et l'usure des outils ont tous une influence sur le résultat final. Un facteur de complication est lorsqu'il faut effectuer plusieurs plis sur une même feuille et que l'on doit tenir compte au préalable de l'ordre de pliage.

Technique de pliage
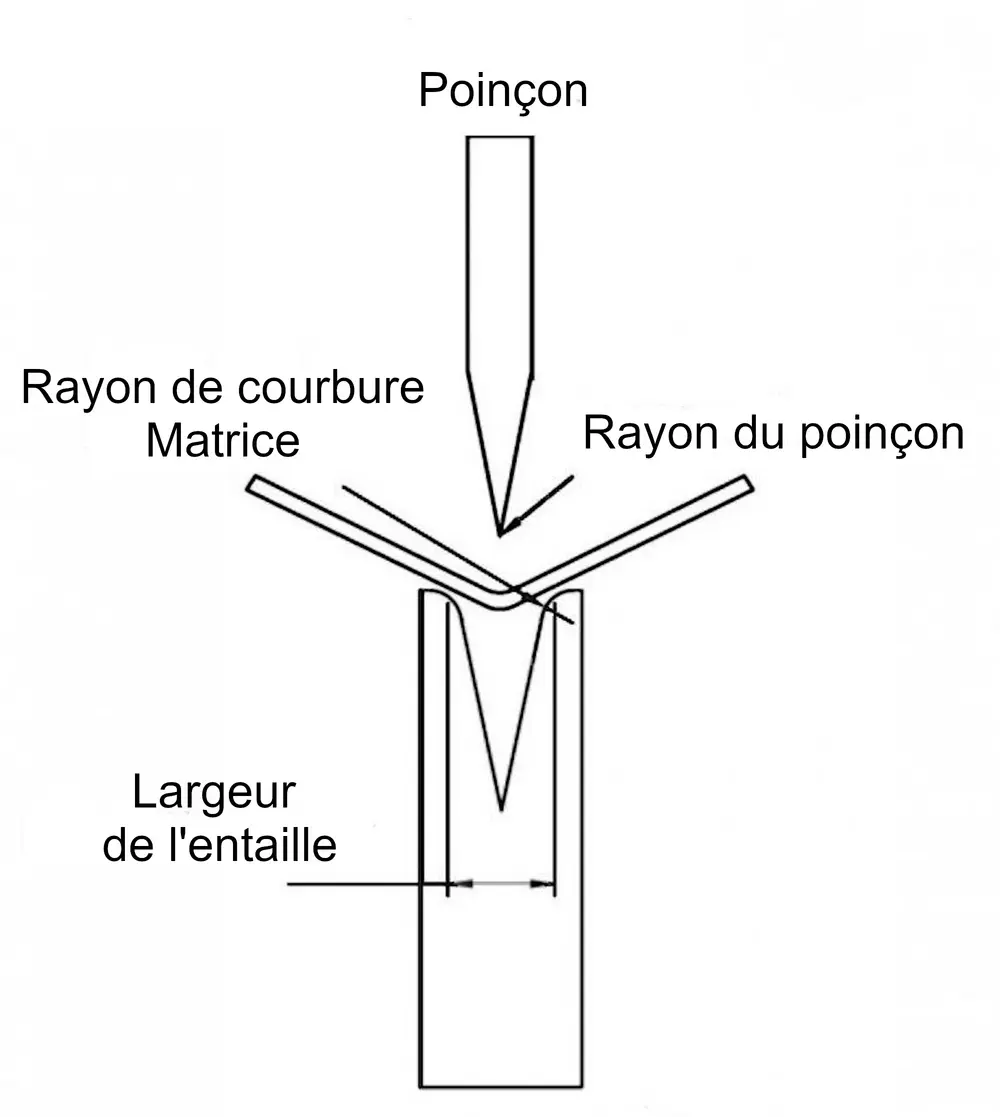
Dans les grandes lignes, le pliage se déroule comme suit. Sur la table de pliage, on place un poinçon et une matrice entre le sommier et la table. La feuille de métal est placée entre le poinçon et une matrice (située en dessous). En pressant le poinçon (généralement en forme de lame) avec une force élevée dans la matrice ou la rainure (généralement en forme de V), un changement de forme permanent se produit. Pendant le poinçonnage, le poinçon se déplace de haut en bas tandis que la matrice reste toujours dans la même position. La feuille est alors étirée à l'extérieur et comprimée à l'intérieur (voir la figure). La mesure dans laquelle cela se produit dépend des dimensions de la feuille et du rayon de l'angle.
La force peut être appliquée à une pièce de manière mécanique, pneumatique et servo-électrique mais il s'agit généralement d'une force hydraulique. Il existe trois techniques de pliage.
PLIAGE EN l'air
(photo: Hoekman RVS)
Le pliage en l'air ou pliage libre est un processus dépendant de la trajectoire - chaque angle nécessite une trajectoire spécifique - où le poinçon presse la pièce dans la matrice sans toucher les parois. Lorsque le poinçon se déplace vers le bas, les faces de la pièce se plient vers le haut, créant un angle qui diminue à mesure que le poinçon presse la pièce plus profondement dans la matrice.
pliage adaptatif
Avec le pliage adaptatif, c'est l'angle de pliage lui-même qui est contrôlé, via un système laser. Celui-ci mesure l'angle réalisé des deux côtés de la matrice, après quoi l'angle de pliage réel peut être calculé.
Le pliage à fond
Lors du pliage à fond, la pièce est pressée au fond de la matrice par le poinçon; il n'y a pas d'espace libre entre la matrice, la pièce et le poinçon. Un jeu d'outils distinct est nécessaire pour chaque forme d'angle car le poinçon et la matrice doivent s'emboîter avec précision.
Prévention des erreurs
Une mauvaise conception peut entraîner des dommages ou la formation de fissures, tandis qu'une séquence de pliage incorrecte peut faire en sorte que les tolérances requises ne sont pas respectées.
La chaleur provenant de l'oxycoupage, du découpage plasma ou du découpage laser provoque une tension dans le matériau en feuille. Un pliage supplémentaire dans une direction différente au bord du matériau peut éviter la formation d'un arc indésirable sous l'influence de cette contrainte. Plus la force de pliage est importante, plus la déformation de la machine est importante. La presse doit (pouvoir) compenser ces déformations. La variation de l'épaisseur provoque immédiatement des écarts angulaires. Il en résulte une variation de la force de pressage. Techniquement, il est possible de mesurer cela en temps réel et de compenser si nécessaire.


Les poinçons et les matrices, ainsi que la force avec laquelle ils sont pressés, déterminent en grande partie le résultat final. Le réglage de la force de pression dépend du type de matériau, de l'épaisseur, de l'outil de pliage et de l'angle de pliage. Pour éviter toute déformation, les trous et perçages doivent être tracés à une distance suffisante de la ligne de pliage.

Variétés
Les presses plieuses se présentent sous différentes formes et tailles, des presses plieuses multiaxes configurées sur mesure avec un système de mesure d'angle adaptatif jusqu'aux machines dotées d'extras comme un magasin d'outils complet et un changeur d'outils automatique. Parmi les outils standard, il y a les poinçons et les matrices en V simples, multiples et réglables qui permettent une variété de déformations sur une presse plieuse. Outre la gamme standard habituelle, il existe souvent des outils spécialisés sur mesure, tels que des inserts à rayon spécifique et divers types de poinçons, notamment un axe de poinçon rotatif et des poinçons spéciaux pour les coudes/renforts en Z et les profilés en U, entre autres.

Parmi les outils utilisés pour le pliage, on peut citer
- le film ou le tissu de pliage pour un pliage sans marquage
- les outils de pliage et d'aplatissement qui permettent d'aplatir les plis avec un même set sans avoir à changer d'outil
- les outils inférieurs avec des inserts à rayon durci pour éviter l'usure.

Entretien et stockage
Le mauvais entretien et la contamination des outils de pliage entraînent l'usure ou l'endommagement des guides, de la matrice et/ou du poinçon, ce qui réduit la précision du produit. Pour éviter cela, il est nécessaire de rectifier les poinçons, de corriger le poinçon, la matrice ou le support de pliage, de réviser et/ou de remplacer les guides de l'outil et d'autres pièces, par exemple les ressorts, et/ou de régler les pièces de l'outil.
Lors du stockage de l'outil, il faut faire attention au risque de corrosion. Les résidus métalliques doivent être éliminés, par exemple, via un lavage complet. Selon les circonstances, l'outil doit être protégé par un agent anticorrosion, car là aussi, il faut savoir qu'un bon outil (bien entretenu) représente la moitié du travail!
CONCEPTS IMPORTANTS
Bombage: phénomène selon lequel l'angle de pliage est moins aigu au milieu que sur les côtés parce que c'est dans la partie centrale que la machine plie le plus; ce phénomène est compensé par une courbure de la table inférieure.
Rayon de courbure: paramètre déterminant pour les propriétés de la tôle après le pliage. Plus le rayon de courbure est grand, plus le risque de rupture et de perte de résistance est faible; plus le rayon de courbure est faible, plus la réduction de l'épaisseur du matériau au point de courbure est importante.
Système de mesure d'angle: système de mesure basé sur la technologie des capteurs ou du laser qui vérifie automatiquement en temps réel si l'angle de courbure est correct.
Longueur minimale de la jambe: la quantité minimale de contact entre la tôle et la matrice nécessaire pour effectuer le pliage; elle est déterminée par l'épaisseur de la tôle.
Poinçons à rayon: poinçons utilisés pour le pliage des aciers (très) durs. Ces matériaux se fissurent rapidement si le rayon est trop petit.
Pliage par étapes: technique consistant à plier progressivement la feuille dans différentes positions, de manière à ce qu'elle acquière une forme ronde.
Retour élastique: 'retour' partiel du matériau après pliage. Il faut en tenir compte afin d'atteindre les tolérances requises.
AUTOMATISATION
La détermination de l'ordre de pliage peut être simplifiée grâce à des simulateurs 2D et 3D spécialement conçus, qui peuvent déterminer la séquence la plus intelligente. Afin de maintenir les angles réalisés et les dimensions dans les tolérances fixées, les presses plieuses avancées utilisent des fonctions telles que la commande CNC, les butées contrôlées et la mesure d'angle.
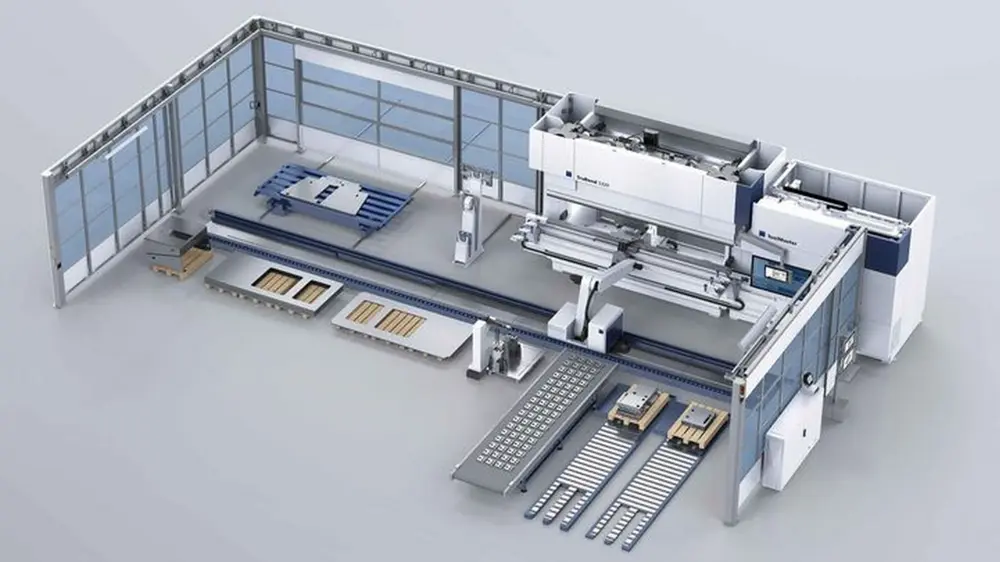
L'automatisation complète du processus de pliage peut être réalisée sur une presse à commande numérique, logée dans une cellule de production. Une telle cellule comprend également un magasin à outils (codés), une ligne d'alimentation et d'évacuation, une table d'entrée, et un banc de presse à billes, des leviers à billes et un système de serrage pour serrer le poinçon et la matrice dans la machine. Ces éléments doivent être coordonnés entre eux à partir de la commande CNC. Une condition préalable importante pour le bon fonctionnement d'un système de changement automatique d'outils est l'uniformité des outils.
Merci à Bystronic, Hoekman RVS, Haco, LVD Group et V.A.C. Machines