TRILLINGEN KUN JE OP DIVERSE MANIEREN REDUCEREN
Dempende houders (alleen) als het echt nodig is
 Trillingen moet je zo veel mogelijk vermijden. Ze leiden tot een slechte oppervlaktekwaliteit en zijn een aanslag op je gereedschappen. Daarom bestaan er speciale houders met een ingebouwd dempingsmechanisme, die de trillingen kunnen reduceren tot een derde. Door hun forse meerprijs wil je echter liever niet te veel teruggrijpen naar deze problemsolvers, maar alleen als het écht moet. Bij heel grote uitsteeklengtes, bijvoorbeeld. In de meeste andere gevallen kun je spelen met de gereedschapsgeometrie, de snijparameters, de freesstrategie …
Trillingen moet je zo veel mogelijk vermijden. Ze leiden tot een slechte oppervlaktekwaliteit en zijn een aanslag op je gereedschappen. Daarom bestaan er speciale houders met een ingebouwd dempingsmechanisme, die de trillingen kunnen reduceren tot een derde. Door hun forse meerprijs wil je echter liever niet te veel teruggrijpen naar deze problemsolvers, maar alleen als het écht moet. Bij heel grote uitsteeklengtes, bijvoorbeeld. In de meeste andere gevallen kun je spelen met de gereedschapsgeometrie, de snijparameters, de freesstrategie …
NIKS DAN NADELEN
Om het even welke bewerking je uitvoert, trillingen zijn altijd slecht nieuws. Niet alleen zorgen ze voor een al te ruwe oppervlaktekwaliteit en komen misschien zelfs de maattoleranties in het gedrang, ook de snijgereedschappen hebben er flink onder te lijden. Met name de snijkanten lopen het gevaar op afbrokkelen en in extreme gevallen kan bij volhardmetaalfrezen het volledige gereedschap plots afbreken. Zelfs al komt het niet zover, toch krijgt de levensduur van het gereedschap sowieso een flinke knauw. Het bewerkingscentrum reageert evenmin goed op trillingen, wel integendeel. Hogefrequentiespindels in het bijzonder hebben de naam trillingsgevoelig te zijn. Omdat het gaat om een heel dure machinecomponent die vaak in de luchtvaartindustrie wordt ingezet om met een vermogen van wel 100 kW grote onderdelen in aluminium te bewerken, wordt hier heel voorzichtig mee omgesprongen. Een trillingsmeter zal aangeven wanneer de trillingen te hoog oplopen, en de machine zal op dat moment worden stopgezet. We hoeven je niet te vertellen wat dat voor de productietijd betekent.
DRIE VORMEN VAN TRILLINGEN
Om trillingen efficiënt te kunnen aanpakken, moet je eerst weten waarmee je te maken hebt. Er bestaan immers verschillende vormen van trillingen, de ene al wat schadelijker dan de andere. Bij de meeste verspanende bewerkingen - het probleem beperkt zich dus zeker niet alleen tot het frezen - kun je te maken hebben met drie types van trillingen: vrije trillingen, geforceerde trillingen en 'chatter'.
Vrije trillingen
 Deze trillingen zijn het resultaat van externe krachten die worden uitgeoefend op de machinestructuur en die daardoor uit evenwicht brengen. Als gevolg daarvan zal de structuur lichtjes doorbuigen en oscilleren in overeenstemming met haar natuurlijke, interne dynamica. Met andere woorden: de structuur vibreert en blijft dat een poosje doen zonder nieuwe externe invloeden, tot het interne dempingsvermogen van de structuur de impact volledig heeft opgevangen en de trilling vanzelf uitdooft. Bij verspaningsbewerkingen zou een plek in het werkstukmateriaal die harder is dan de rest, voor een dergelijke doorbuiging kunnen zorgen. De vibraties die daaruit voortvloeien, zouden duidelijke sporen nalaten op het materiaal.
Deze trillingen zijn het resultaat van externe krachten die worden uitgeoefend op de machinestructuur en die daardoor uit evenwicht brengen. Als gevolg daarvan zal de structuur lichtjes doorbuigen en oscilleren in overeenstemming met haar natuurlijke, interne dynamica. Met andere woorden: de structuur vibreert en blijft dat een poosje doen zonder nieuwe externe invloeden, tot het interne dempingsvermogen van de structuur de impact volledig heeft opgevangen en de trilling vanzelf uitdooft. Bij verspaningsbewerkingen zou een plek in het werkstukmateriaal die harder is dan de rest, voor een dergelijke doorbuiging kunnen zorgen. De vibraties die daaruit voortvloeien, zouden duidelijke sporen nalaten op het materiaal.
Geforceerde vibraties
Geforceerde vibraties ontstaan door de inwerking van periodieke krachten op de machine als een geheel. De machine zal reageren door te oscilleren met de frequentie van de inwerkende kracht. Voor het in stand houden van een gedwongen trilling is er dus een externe oorzaak nodig.
Chatter
'Chatter' zijn zelfbekrachtigende vibraties ('self-excited vibrations'). Ze zijn het resultaat van een dynamische instabiliteit. Kleine krachtwisselingen die samenvallen met de eigenfrequentie van de machine, kunnen elkaar zodanig versterken dat je te maken krijgt met hevige trillingen. Zo'n intermitterende aangrijping is typisch voor het frezen. Het is dan ook deze vorm van trillingen die bij frezen, en verspaningsbewerkingen in het algemeen, het vaakst voorkomt. Helaas zijn deze trillingen ook het schadelijkst. Chatter of ratelen kun je makkelijk detecteren: het is het irritante fluitende geluid dat je soms hoort bij het bewerken van onderdelen.
VERSCHILLENDE OORZAKEN
Om welke soort trilling het ook gaat, het komt altijd neer op een deflectie als gevolg van een onstabiliteit. Zodra je die hebt weggenomen, heb je ook het probleem opgelost. De eerste logische stap is dan ook om op zoek te gaan naar de bron van die instabiliteit.
Onstabiele werkstukken
Het probleem kan liggen bij het onderdeel dat wordt bewerkt. Het is op bepaalde plaatsen dunwandig of de klemming laat door de grillige vorm van het onderdeel te wensen over. Hoe dan ook, door die onstabiliteit kan het onderdeel doorbuigen of bewegen onder invloed van de inwerkende mechanische krachten tijdens het frezen.
Onstabiele machines
De prijs die we betalen voor de extreem hoge ijlgangen en tafelvoedingen van tegenwoordig, is een verlies aan stabiliteit. Om die snelle bewegingen mogelijk te maken, gaan de machinebouwers de componenten immers steeds lichter uitvoeren. Bovendien kiest men met het oog op toerentallen tot wel 20.000 tpm voor een kleine spindel, die daardoor gevoeliger is voor trillingen, ook al door de keramische lagering die daar vaak mee gepaard gaat.
Nog een andere factor is dat moderne spindels gewoonlijk direct worden aangedreven, zonder stabiele versnellingskast tussen de spindel en de hoofdmotor. In die gevallen wordt de lagering heel belangrijk, aangezien die de trillingen moet opnemen. Uit diverse statische metingen is overigens gebleken dat de buiging van de spilas in de lagering doorslaggevend is voor de statische stijfheid van de machine. Hou bij de volgende investering in een bewerkingscentrum dus maar best extra rekening met de stijfheid van de hoofdspindel.
Onstabiele gereedschappen
Dit probleem is voor een groot deel terug te voeren op de uitsteeklengte. Die wordt gedefinieerd als 'de verhouding tussen de uitkraaglengte en de kleinste diameter van de verlengingen', kortweg de lengte-diameterverhouding. Dit hangt natuurlijk af van de toepassing, maar als een algemene regel kunnen we stellen dat een gereedschap instabiel wordt vanaf een L/D-verhouding tussen 3 en 6. Als we een uitsteeklengte van 4 x D vergelijken met een van 10 x D, dan blijkt de deflectie in het laatste geval zestien keer groter te zijn. Gaan we naar 12 x D, dan komt daar nog eens 70% bovenop.
DIVERSE OPLOSSINGEN
 Afhankelijk van de specifieke oorzaak kun je kiezen uit verschillende mogelijkheden om de statische en dynamische stabiliteit te verhogen, of je kunt opteren voor minder snijkrachten. Bijna altijd komt het neer op het selecteren van de beste (standaard)houder en bewerkingsstrategie, in combinatie met het juiste snijgereedschap en de juiste snijparameters. Dat klinkt evident, maar in de praktijk is het toch vaak moeilijker dan het lijkt en is het een kwestie van nauwlettende tuning.
Afhankelijk van de specifieke oorzaak kun je kiezen uit verschillende mogelijkheden om de statische en dynamische stabiliteit te verhogen, of je kunt opteren voor minder snijkrachten. Bijna altijd komt het neer op het selecteren van de beste (standaard)houder en bewerkingsstrategie, in combinatie met het juiste snijgereedschap en de juiste snijparameters. Dat klinkt evident, maar in de praktijk is het toch vaak moeilijker dan het lijkt en is het een kwestie van nauwlettende tuning.
Machine
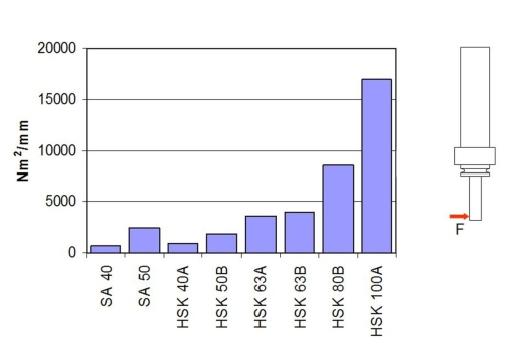
Voor de statische stabiliteit kijken we natuurlijk eerst naar de machine. We onderstreepten al het belang van een stijve hoofdspil (een ISO 40- of HSK 63-spindel is veel minder stabiel dan een ISO 50 of een HSK 100). Daarnaast is de symmetrische opbouw van de machine een bepalende factor en speelt ook het materiaal een grote rol. Gietijzer is niet voor niets altijd populair geweest (al komt men daar nu een beetje van terug).
Houder
Maar het gereedschapssysteem bestaat uit meer dan de machine alleen, we mogen bijvoorbeeld ook de houder niet vergeten. Zo zal de demping van een spantanghouder een breder gebied omspannen dan een krimphouder, die dan weer beter is voor een specifiek toerentalbereik. Los van het type houder moet je streven naar een minimale lengte van de houder bij een maximale diameter. Als de lengte van de houder gelijk blijft en je de diameter van 25 naar 32 mm verhoogt, dan zul je alleen al door die ingreep de deflectie met 62% verminderen. Houders kunnen ook worden versterkt met materiaal dat stijver is dan staal, of ze kunnen op maat met een speciale vorm worden gemaakt.
Gereedschap
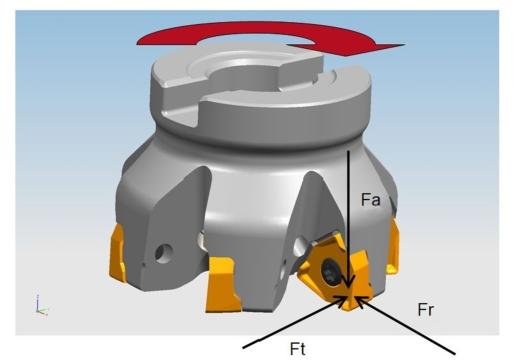
De snijgereedschappen en -parameters nemen we samen, omdat die allebei inspelen op de inwerkende krachten. Een aanvalshoek dicht bij 90° reduceert de radiale impact en maximaliseert de axiale impact. Je kunt dus spelen met de richting van de krachten. Als je dat doet, let er dan wel op dat de neusradius kleiner is dan de radiale diepte van de snede en dat de extra axiale krachten geen probleem vormen voor de spindellagering. Deze oplossing kan ook alleen maar gebruikt worden bij stabiele werkstukken. Is dat niet het geval - de klemming is problematisch - dan moeten we het anders aanpakken door de snijkrachten zo veel mogelijk proberen te beperken. Dat lukt met een positieve snijgeometrie; een effectieve spaanhoek van 20° of hoger bijvoorbeeld. We weten immers dat een intrede en uittrede met een grote axiale spaanhoek minder agressief zijn en soepeler (met minder trillingen) snijden. Wijdvertande frezen vormen een andere optie. Van de kant van de snijcondities kunnen we werken met een kleinere axiale en radiale snedediepte.
IF ALL ELSE FAILS …
Het probleem van onstabiele gereedschappen, of frezen met een grote uitkraaglengte, hebben we bewust ietwat onderbelicht gelaten, omdat dat het moeilijkst valt op te lossen. Helaas komen ze in de hedendaagse praktijk meer en meer voor. Moderne toepassingen vragen immers steeds vaker om grotere componenten. Denk maar aan de monolithische werkstukken die worden gebruikt in onder meer de luchtvaartindustrie, de sector van industriële windmolens en de matrijswereld.
Freesstrategie
Het eerste wat je dan kunt doen, is je freesstrategie onder de loep nemen. Hogevoedingsfrezen ('highfeed milling') dient zich dan aan als de perfecte kandidaat. De strategie is gebaseerd op een kleine axiale snedediepte, gecombineerd met een grote radiale snedediepte, een matige tot hoge snijsnelheid en extreem hoge voedingen per tand (mogelijk dankzij de kleine aanvalshoek van de frees). Dit klinkt een beetje contradictorisch tegenover wat we eerder schreven, omdat we in radiale richting frezen. Een en ander heeft te maken met de lengte van de momentarm (L). Door radiaal te werken, verkorten we de momentarm en bijgevolg reduceren we het moment (Moment = F x L). Belangrijk, want hoe groter het moment, hoe sterker de trilling. Bovendien creëren we toch vooral krachten die gericht zijn naar de spindel, en dus toch axiaal zijn.
Een alternatief is 'plunge milling' of axiaalfrezen. Bij deze freesstrategie zijn de belangrijkste krachten automatisch axiaal gericht. Ze verschilt van hogevoedingsfrezen doordat er ook in de spilrichting, volgens de z-as wordt gefreesd. Dat maakt echter dat deze freesstrategie moeilijker te programmeren is en zeker bij complexe onderdelen om een aangepast CAM-systeem vraagt, dat in staat is om de juiste gereedschapsbanen te bepalen.
Trillingsdempende gereedschappen
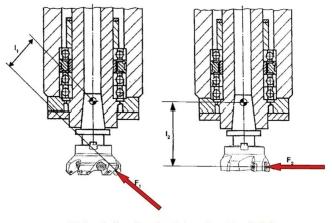
Alle trucjes en freesstrategieën ten spijt, zul je, bij gereedschappen met een L/D-verhouding boven 10, en wellicht al eerder, toch behoefte hebben aan speciaal gereedschap met een ingebouwde trillingsdemper. Zowat iedere fabrikant heeft zijn eigen demper, maar het zijn dikwijls varianten op hetzelfde werkingsprincipe. Bijna altijd gaat het om een dynamisch passief systeem dat gebaseerd is op een massa-veer-demper-systeem dat tegentrilt aan de trillingen die ontstaan door de buiging van de houder. De dempermassa moet dus in overeenstemming zijn met de buigfrequentie van de houder.
De massa is vaak een materiaal zoals lood of carbide; in ieder geval een materiaal met een hoger soortelijk gewicht.
 Om nog extra demping in te bouwen, wordt er olie gebruikt in de caviteit tussen de centrale schacht en de dempende massa. Door de olie kun je ook tunen, al kun je de dempende werking ook bijregelen aan de hand van de spanning die je op de rubbers zet. De rubbers bevinden zich aan beide uiteinden van de adapter. Maar zoals we al vermeldden, heeft elke fabrikant zijn eigen variant. Er bestaan bijvoorbeeld systemen zonder veren, en tegenwoordig zelfs al actieve dempingssystemen die een beroep doen op sensoren en actuatoren. Gereedschappen met een ingebouwde trillingsdemping verhogen de dynamische stabiliteit met ongeveer 300%, waardoor de snijparameters significant kunnen worden verhoogd in de richting van 'gewone' freesoperaties, en ook de oppervlaktekwaliteit zal gevoelig verbeteren. Dit soort van gereedschappen is natuurlijk veel duurder en er zal daarom steeds bekeken moeten worden of de toepassing de investering waard is.
Om nog extra demping in te bouwen, wordt er olie gebruikt in de caviteit tussen de centrale schacht en de dempende massa. Door de olie kun je ook tunen, al kun je de dempende werking ook bijregelen aan de hand van de spanning die je op de rubbers zet. De rubbers bevinden zich aan beide uiteinden van de adapter. Maar zoals we al vermeldden, heeft elke fabrikant zijn eigen variant. Er bestaan bijvoorbeeld systemen zonder veren, en tegenwoordig zelfs al actieve dempingssystemen die een beroep doen op sensoren en actuatoren. Gereedschappen met een ingebouwde trillingsdemping verhogen de dynamische stabiliteit met ongeveer 300%, waardoor de snijparameters significant kunnen worden verhoogd in de richting van 'gewone' freesoperaties, en ook de oppervlaktekwaliteit zal gevoelig verbeteren. Dit soort van gereedschappen is natuurlijk veel duurder en er zal daarom steeds bekeken moeten worden of de toepassing de investering waard is.
CONCLUSIE
Trillingen zijn het samenspel van een delicaat ontwerp (dun, lang gereedschap) en inwerkende verspaningskrachten. De grootte van de inwerkende krachten wordt bepaald door de snijkantsgeometrie, maar ook door de gekozen parameters. Je kunt dus ofwel het gereedschap en/of de opspanning van het werkstuk stabieler maken, ofwel op je condities inspelen. Ondanks die mogelijkheden zul je voor de gereedschappen met een erg grote uitsteeklengte toch speciale, dempende houders nodig hebben.
SIMULATIESOFTWARE
Sirris is op dit moment bezig met het inzetten van specifieke simulatiesoftware (CutPro) om te analyseren in welke situaties er trillingen optreden, waar ze zich bevinden en wat de invloed is van aanpassingen aan het gereedschap. Een programma als CutPro laat toe om op zoek te gaan naar 'veilige' gebieden, vooraleer je begint te bewerken (dus als voorbereiding is het zeer interessant). Zulke simulaties uitvoeren is één zaak, een stap verder is het proberen om dit realtime te doen. Bijvoorbeeld door akoestische metingen op het werkstuk, waarbij je kunt detecteren of er op bepaalde frequenties problemen opduiken, om dan onmiddellijk de condities aan te passen. Bij Sirris probeert men te achterhalen in welke mate zulke sensoren inzetbaar zijn en overeenkomen met de analyses die via een simulatiepakket als CutPro gedaan kunnen worden.


