AUTOMATISCHE GEREEDSCHAPSWISSEL
VERGEMAKKELIJKT PLOOIEN KLEINE SERIES
Minder stilstand, kortere insteltijden
Enkele jaren geleden schreven we een artikel over automatische gereedschapswissels bij standalone plooibanken. Toen was de oplossing nog relatief nieuw, al waren sommige fabrikanten er al langer mee bezig. De pioniers stonden al ver, anderen hebben van de tijd die sindsdien is verstreken, gebruikgemaakt om hun oplossing te optimaliseren, met soms een halvering van wisseltijd tot gevolg. Het leek ons daarom interessant om dit onderwerp vanonder het stof te halen, temeer omdat automatische toolwissels een slimme oplossing blijven om stilstanden aan de plooibank te minimaliseren.
VELE SOORTEN EN GEWICHTEN
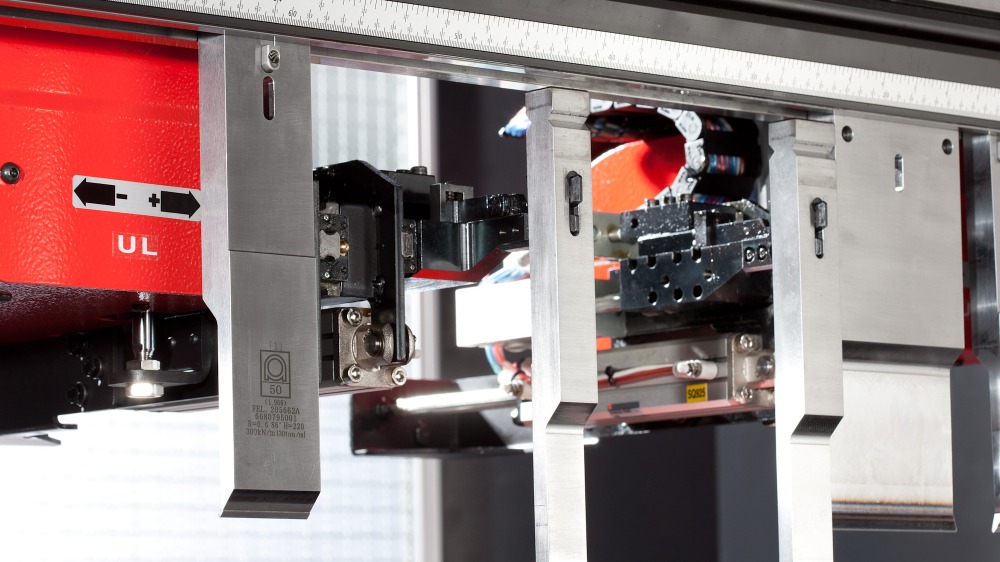
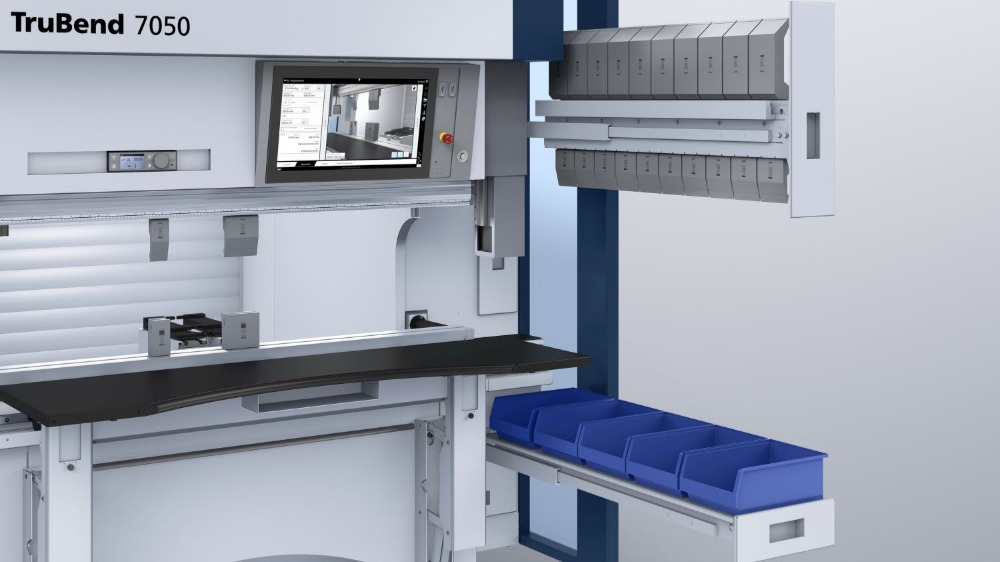
Er bestaan ongeveer evenveel namen voor een automatische gereedschapswisselaar als dat er fabrikanten zijn: Toolcell, Automatic Tool Changer (kortweg 'ATC'), ToolMaster … Behalve het verschil in namen, hebben ze zeker ook heel wat gemeen. Zo gaat het meestal om een aanbouw naast de standalone plooibank, die bestaat uit een combinatie van een magazijn met daarin de gereedschappen en één of meerdere manipulatoren om de stempels en matrijzen op een automatische manier te wisselen. In één geval staat het magazijn achter de achteraanslagen, wat normaal een verloren ruimte is. Er kunnen best veel gereedschappen in de magazijnen opgeslagen worden.
Eén fabrikant heeft de opslagcapaciteit ten opzichte van de vorige keer zelfs verdrievoudigd tot 85 meter en zit daarmee een eind boven de meeste collega's, die bijvoorbeeld 11,52 meter vrijhouden voor de stempels en 26,88 meter voor de matrijzen, of die 25 stations voorzien voor de matrijzen en 18 voor de stempels en waarbij één station plaats biedt aan een totaal van 800 mm aan stempels of matrijzen in de lengte. Een en ander heeft natuurlijk wel zijn weerslag op de footprint van de machines: om die 85 meter aan gereedschappen te kunnen huisvesten is er 10 m² extra ruimte nodig, waar de gereedschapswisselaar bij de laatste fabrikant bijvoorbeeld maar om 2 meter extra lengte vraagt.
Ook op het vlak van de grootte van de gereedschappen zien we best wel veel variatie. In oplopende volgorde bedraagt de maximale lengte van het gereedschap al naargelang de fabrikant respectievelijk 100 mm, 120 mm, 300 mm en 500 mm, tot een maximaal gewicht van 25 kg. Omgekeerd varieert de kleinste lengte van 5 mm tot 30 mm. Die grote verschillen hebben enerzijds te maken met de constructie van onder meer de manipulatoren, en anderzijds met een andere visie op hoe je gereedschappen zo efficiënt en snel mogelijk wisselt.

VIER PROBLEMEN AANGEPAKT …
Om het verschil in aanpak goed te kunnen begrijpen, moeten we eerst nog even opfrissen waarom de fabrikanten überhaupt met het idee van automatische gereedschapswissels zijn gekomen. Ze bieden hiermee niet minder dan vier problemen het hoofd. Beginnen doen we met het minimaliseren van de 'dode tijden' afkomstig van het manuele wisselen van de gereedschappen telkens een nieuwe set-up zich opdringt. En helaas, naarmate de reeksen kleiner worden, gebeurt dit steeds vaker.
Overigens gaat het niet alleen om de pure handeling van het verwisselen van de tools, je moet ook denken aan het programmeren en instellen van de plooiprogramma's. Op de mogelijkheden van de software gaan we straks nog dieper in, maar weet alvast dat de sturing bij automatische wissels snel schakelt tussen plooiprogramma's die bij de verschillende stukken horen.
Naast het verwisselen van de tools moet de operator nu en dan de geplooide stukken afvoeren en nieuwe platen aanvoeren. Ook dat is een bron van stilstand. Op zich kan het automatiseren van de gereedschapswissels daar niets aan verhelpen, maar als je het logistieke aspect synchroon laat verlopen met de toolwissels, dan kun je er ten minste voor zorgen dat er geen extra tijd verloren gaat.
Een derde aspect heeft te maken met de kwaliteit van het plooien. Afhankelijk van de fabrikant worden de gereedschappen met een tolerantie van een paar honderdsten op precies de juiste plaats gezet. Zeker bij complexe 3D-vormen mag je het belang daarvan voor de eindkwaliteit niet onderschatten, omdat de ontvouwing voor dit type stukken offline wordt berekend en de afstand tussen de secties en de gereedschappen dan erg belangrijk is.
Tot slot heb je de factor ergonomie. Voor een operator is het plezierig werken met een automatische gereedschapswisselaar, simpelweg omdat hij zelf niet meer de soms zware gereedschappen van de grond moet tillen.

KORTE WISSELTIJDEN
Uit het voorafgaande blijkt dat productiviteitswinst door het reduceren van de stilstanden wellicht de belangrijkste troef van een automatische gereedschapswisselaar is, maar die claim kunnen de fabrikanten alleen maar waarmaken als de wisseltijden kort genoeg zijn, zodat de operator niet (te lang) hoeft te wachten aan zijn machine terwijl de plooimessen worden gewisseld. Vandaag moet je rekenen dat een nieuwe set-up, d.w.z. het wegnemen van de gereedschappen en het opnieuw plaatsen van andere, ongeveer 3,5 minuten in beslag neemt. Uiteraard hangt dit af van het aantal werkposten en de complexiteit van de plooibewerkingen, maar er spelen ook veel machine-afhankelijke factoren mee. Dan denken we onmiddellijk aan de mogelijkheden van de manipulatoren die ervoor zorgen dat het 8 à 11 seconden duurt om één enkel gereedschap te wisselen.
GESEGMENTEERD VERSUS MINDER TOOLS
We knopen opnieuw aan met het verschil in visie, waar we het eerder in het artikel over hadden. Zo kiest de fabrikant met de kleinst mogelijke segmenten (5 - 100 mm) ervoor om met vier manipulatoren te werken die allemaal onafhankelijk worden aangestuurd. Met die manipulatoren is de machine in staat om segmenten tot 800 mm in één keer te wisselen. Dit geldt voor de stempels én matrijzen gelijktijdig. Bovendien kan er gesegmenteerd worden gewerkt, wat betekent dat niet telkens alle gereedschappen gewisseld hoeven te worden, maar dat ze hergebruikt kunnen worden voor de volgende set-up.
Meerdere fabrikanten maken trouwens gebruik van dat trucje, want dit lukt ook bij robotmanipulatoren en bij de grijpers in de aanslagvingers, die dienst doen als manipulatoren (om zo het aantal gestuurde assen te beperken; belangrijk in het licht van het nauwkeurig positioneren). Bij lineaire systemen daarentegen gaat dat niet. Daar moeten telkens alle gereedschappen één na één worden gewisseld (in dit geval aan een snelheid van 10 seconden per gereedschap). Om de totale wisseltijd in te korten gebruikt men daarom minder maar grotere gereedschappen: één segment van 500 mm versus vijf keer 100 mm.
PADOPTIMALISATIE
Vooraleer je je blindstaart op hoelang een gereedschapswissel precies duurt, weet dat de impact van de software op de totale wisseltijd minstens zo groot is. Op basis van de beschikbare gereedschappen zal de plooisoftware immers het optimale pad voor de gereedschapswissels berekenen. Bovendien zal het pakket rekening houdend met de diverse stukken die geplooid moeten worden - bij sommigen over een hele dagproductie heen en met alle diktes door elkaar - de ideale samenstelling van de plooigereedschappen offline berekenen zodat het aantal wissels tot een minimum kan worden beperkt. Sommige pakketten gaan zelfs zo ver dat ze het plooiprogramma automatisch omrekenen als er een programma wordt geladen met andere segmenten dan die die in het magazijn aanwezig zijn.

ANDERE BELANGRIJKE FACTOREN
Naast de aspecten die we al hebben besproken, verschillen de fabrikanten onderling nog op heel wat andere punten: het automatisch reinigen van de matrijsopname, het kunnen omdraaien van het bovengereedschap … Binnen het beperkte bestek van deze twee pagina's kunnen we daar niet al te diep op ingaan, maar omdat het soms toch om belangrijke criteria gaat die de keuze voor de ene dan wel de andere fabrikant mee kunnen beïnvloeden, raken we ze kort aan.
Standaard gereedschappen of niet?
Om de stempels en matrijzen te kunnen grijpen, zijn de gereedschappen in het geval van een automatische gereedschapswisselaar voorzien van een extra gleufje of inzetstukje. Vandaar dat standaardgereedschappen niet compatibel zijn met een dergelijk systeem, tenminste op één fabrikant na die wel met de gewone gereedschappen werkt. Dat betekent dat in alle andere gevallen ook in nieuwe gereedschappen moet worden geïnvesteerd. Het is natuurlijk niet toevallig dat die ene uitzondering ook een van de fabrikanten is waarbij een automatische gereedschapswisselaar achteraf aan een bestaande standalone plooibank gekoppeld kan worden.
Mixed of niet?
Stel dat een bepaalde set-up vijf plooigereedschappen vraagt. Vier van die gereedschappen zitten in het magazijn maar eentje niet. Bij sommige fabrikanten die beschikken over een systeem dat de gereedschappen herkent (bijvoorbeeld via scannen), is het mogelijk om tegelijk manueel en automatisch te wisselen, bij andere moet je ofwel kiezen voor een manuele wissel, ofwel voor een automatische wissel.
Extra programmeerwerk of niet?
Zodra de sturing weet welke gereedschappen in het magazijn aanwezig zijn en waar ze zich bevinden, heb je als operator geen extra programmeerwerk bij een automatisch toolwisselaar, alleen zijn sommige fabrikanten wat de positie betreft wat flexibeler dan andere doordat bij hen de gereedschappen geen vaste plaats hebben. Op die manier kan de sturing op basis van de historiek de ideale plaats van een gereedschap autonoom bepalen.
 CONCLUSIE
CONCLUSIE
Automatische gereedschapswisselaars zijn een uitstekende oplossing voor kleine series en complexe set-ups. Het toepassingsbereik van een robot bijvoorbeeld is totaal anders. Op de markt bestaan er al heel wat systemen die op tal van kleine en grote punten van elkaar verschillen. De meeste van die punten hebben we zopas aangeraakt. Hopelijk is dit artikel de eerste stap bij het maken van de juiste keuze.