GAAT DE TOELEVERANCIER HORIZONTAAL?
Machineconcept wordt aantrekkelijker voor kleinere series
 Het overgrote deel van de CNC-machines bij toeleveranciers zijn verticale machines. Het horizontale bewerkingscentrum wordt vaak geassocieerd met serieproductie, zoals in de automobielindustrie, of het bewerken van grote componenten voor de vliegtuigindustrie. Met de komst van compactere, en dus goedkopere, FMS-systemen wordt de horizontale machine echter eveneens een oplossing voor wie kleine series maakt, of zelfs enkelstuks. Zeker in combinatie met slimme opspanmiddelen.
Het overgrote deel van de CNC-machines bij toeleveranciers zijn verticale machines. Het horizontale bewerkingscentrum wordt vaak geassocieerd met serieproductie, zoals in de automobielindustrie, of het bewerken van grote componenten voor de vliegtuigindustrie. Met de komst van compactere, en dus goedkopere, FMS-systemen wordt de horizontale machine echter eveneens een oplossing voor wie kleine series maakt, of zelfs enkelstuks. Zeker in combinatie met slimme opspanmiddelen.
HORIZONTAAL MACHINECONCEPT
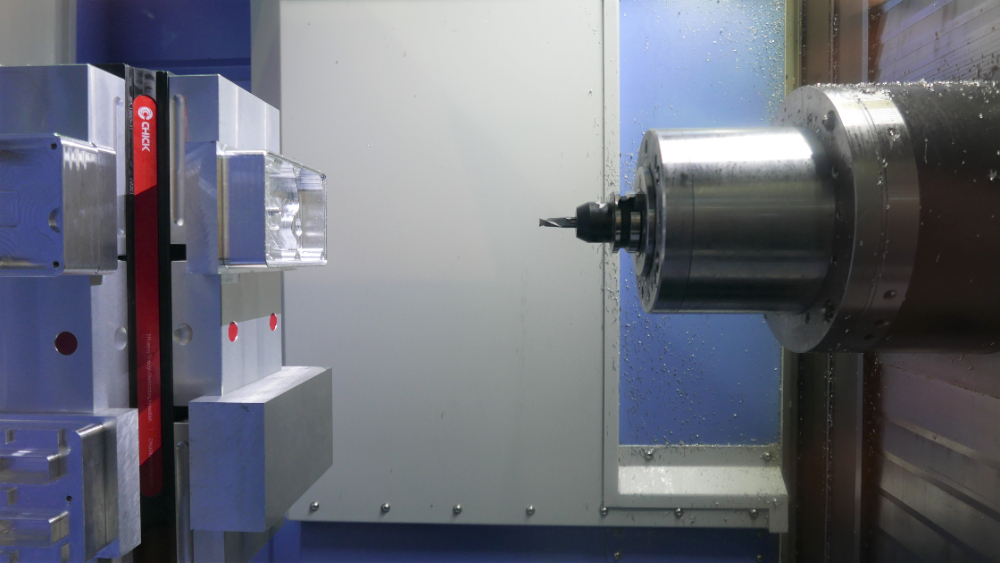
Misschien is het goed om eerst nog eens het principe van een horizontale machine uiteen te zetten.
Assen
De x-as beweegt nog steeds in het horizontale vlak van links naar rechts. De y- en z-as staan echter gedraaid ten opzichte van die in de verticale machines. De y-as zorgt nu dus voor de verticale beweging, de z-as voor de beweging van de achterkant naar de voorkant van de machine. Als extra heeft de horizontale CNC-machine nog een b-as, een vierde as dus. Hierop is het werkstuk opgespannen. Vervolgens is de spindel horizontaal gepositioneerd, evenwijdig aan de vloer, waaraan dit machineconcept dan ook zijn naam te danken heeft.
Bewerkingen
Qua afmeting van de bewerkingsruimte zijn de mogelijkheden quasi net zo groot als bij de verticale: er zijn horizontale bewerkingscentra met een zeer groot bereik, maar net zo goed zijn er machines met een hele compacte werkruimte, meer bedoeld voor het frezen van precisieonderdelen.
Doordat het werkstuk (b-as) gedraaid kan worden, kunnen op een horizontale machine drie zijden van het werkstuk worden bewerkt. Features die bijvoorbeeld qua maatvoering aan elkaar gekoppeld zijn, kunnen dikwijls in dezelfde set-up worden bewerkt. Dit komt de nauwkeurigheid ten goede.

DUURDERE INVESTERING
Een van de redenen waarom jobbers vaak voor een verticale machine kiezen, is de investering. Horizontale machines zijn doorgaans immers fors duurder dan hun verticale broertjes. Dat wordt nog versterkt doordat er dikwijls meer en geavanceerdere gereedschappen voor nodig zijn.
Of toch niet?
De aanschafprijs is echter slechts één kant van het verhaal. De hoogte van de investering zegt immers weinig over de kostprijs per product dat van de machine afkomt. Wie deze rekensom maakt, kan tot een verrassende conclusie komen, namelijk dat de horizontale machines bij de juiste toepassing een lagere kostprijs van de werkstukken opleveren. De cyclustijden zijn immers doorgaans korter. Zeker als men de stabiliteit van de horizontale machine optimaal benut en moderne freesstrategieën inzet, zoals high speed milling, wat overigens wel weer een investering in CAM-software vergt.
Pluspunten
De grote winst zit in twee aspecten. Doordat de b-as in het werkstuk zit, kan men, in combinatie met bijvoorbeeld een spantoren, meerdere werkstukken opspannen, zodat de machine zelfs zonder automatisering langer onbemand kan draaien. Het tweede aspect is de spanenafvoer, die bij een horizontale machine ideaal is. In combinatie met de stabiele opbouw van het concept leent de horizontale CNC-machine zich heel goed voor het onbemand frezen, zonder dat er problemen ontstaan doordat de spanen te veel warmte in de machine brengen en daarmee de nauwkeurigheid negatief beïnvloeden.
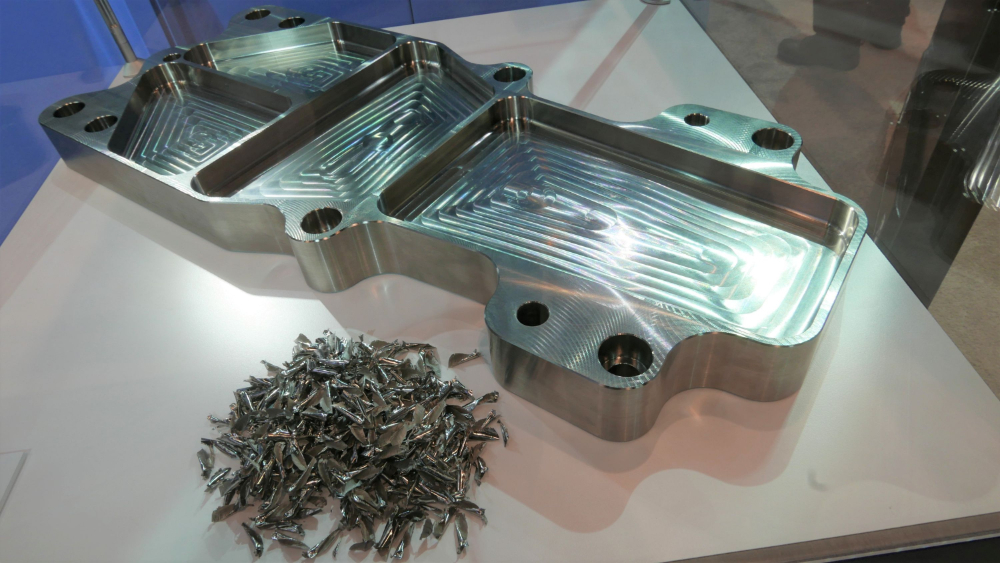
Met name als er in een werkstuk veel en diepe kamers gefreesd moeten worden, is dit een belangrijk pluspunt van horizontale bewerkingscentra. De stijve constructie van de spindel laat hoge ijlgangen toe. Indirect heeft dit ook een effect op de standtijd van de gereedschappen en de oppervlaktekwaliteit. Dankzij de robuustheid van de machine ligt het spaanvolume in een bepaald tijdsbestek doorgaans hoger. Doordat ze minder gevoelig zijn voor ‘chatter’, kan men hoge spaanvolumes halen.
ONBEMAND ZONDER AUTOMATISERING
Een aantal van deze voordelen heeft te maken met de vierde as, die standaard in deze machines vervat zit. Voor bedrijven die nog niet willen automatiseren, biedt dit een oplossing om langer onbemand te werken; zeker als men voor een spantoren kiest.
Spantoren
Zo’n spantoren heeft – afhankelijk van het type – tot vier zijden waarop werkstukken gespannen kunnen worden. De werkstukken kunnen hierbij weliswaar slechts aan één zijde bewerkt worden, maar de machine kan zo wel een behoorlijke tijd onbemand draaien. Vergeleken met de investering van een palletwisselaar, kost de spantoren slechts een fractie. Met zo’n spantoren kan men zelfs enkelstuks die meerdere opspanningen vergen, onbemand compleet bewerken, door het werkstuk telkens aan een andere zijde op te spannen voor de volgende bewerking. Op die manier kan men ook kleine series eenvoudig ‘automatiseren’.
Voor wie nog niet wil automatiseren, bieden horizontale machines een oplossing om langer onbemand te werken
Palletwisselaar
Is de horizontale machine voorzien van een eenvoudige palletwisselaar (met twee pallets, een voor het opspannen, terwijl de andere bewerkt wordt, wat vaak het geval is), dan kan men op een horizontale machine hoge spindelrendementen halen. Men kan immers nieuwe producten opspannen, terwijl op de andere toren de producten bewerkt worden. Het hoge spindelrendement verandert kosten in winst. In de markt wordt vaak gesproken over gemiddelde spindelrendementen van 85% voor de horizontale machines. Dat wordt natuurlijk beïnvloed door de machines die echt voor grote series worden ingezet. Maar zelfs als men hier 10 of 20% van afhaalt, blijft er een hoog rendement over; vergeleken met dat van veel verticale machines. Wekelijks gaat het dan om tientallen extra machine-uren die in rekening kunnen worden gebracht.

Horizontaal versus verticaal
Let op: deze vergelijkingen gelden vooral voor een 3-assige machine; horizontale versus 5-assige verticale machines geven een andere uitkomst. Maar dan kan men nog kiezen voor de voordelen zoals geringere krachten tijdens de verspaning en de veelal geïntegreerde palletwisselaar.
HORIZONTAAL NAAR DE JOBBERS?
Op de recente grote machinebeurzen viel het ons op dat machinebouwers hun horizontale machines meer promoten bij de doorsneetoeleverancier. Dat heeft veel te maken met het feit dat de fabrikanten hun eigen palletsystemen ontwikkelen en daarmee het werken met een compact FMS-systeem, met bijvoorbeeld 12 pallets, binnen de mogelijkheden van de typische jobber brengen. De combinatie met een horizontale machine is dan aantrekkelijk, omdat men daarmee dus over een machine- en automatiseringsconcept beschikt dat zich bij uitstek leent voor de onbemande productie. Daarmee worden de horizontale machines zelfs geschikt voor het manarm produceren van heel kleine series.


