
Le traitement de surface va bien au-delà de l'ébavurage
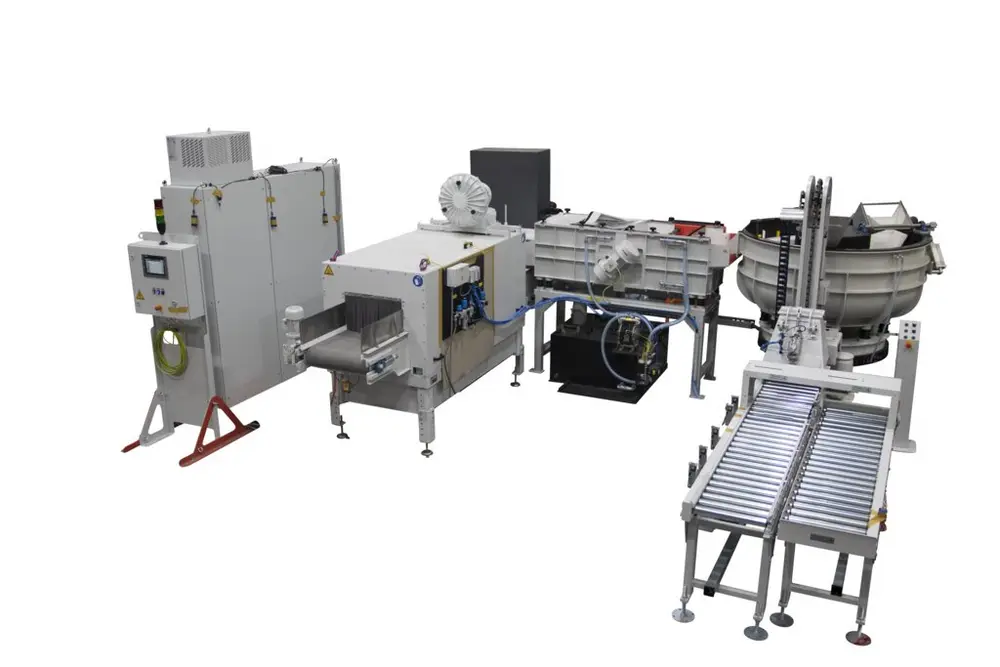
L'ensemble du processus peut être automatisé
Nous les appelons 'des machines à ébavurer', mais en réalité, les ébavureuses à brosses et les machines de tribofintion font bien plus que ça. Outre traiter les bavures, toutes deux sont parfaitement capables d'éliminer le film d'oxyde bleu-gris brillant qui se forme sur les arêtes de coupe lors d'un traitement au laser. Tout aussi important, elles permettent d'appliquer des arrondis de 2 mm et plus afin d'améliorer l'adhérence des revêtements de protection. Cet aspect devient de plus en plus important, en particulier dans les applications offshore et les applications extérieures.

Arguments fonctionnels
L'ébavurage mécanique - au sens large de 'traitement de surface' - est en hausse depuis plusieurs années. En effet, plusieurs tendances dans l'industrie jouent en faveur de ce type de machine.
L'avènement du laser à fibre a été l'une d'entre elles, il y a déjà un certain temps. En effet, comparé au laser CO2, il cause un peu plus de microbavures. Par ailleurs, la coupure se caractérise par des angles assez vifs (90 degrés). Un arrondi des bords devrait donc rendre les pièces découpées plus maniables. En outre, le rayon fera également en sorte que le revêtement se décolle moins facilement.
Nous prenons cet exemple parce qu'il réunit certains des arguments fonctionnels en faveur du traitement de surface. Nous allons énumérer ces arguments ci-dessous. La polyvalence des 'machines à ébavurer' apparaîtra immédiatement.
Sécurité et sécurité du processus
L'ébarbage est une bonne idée pour plusieurs raisons, et souvent même une nécessité dans l'optique de la sécurité du processus en aval de la chaîne. Il en va de même pour l'élimination des scories dues à un traitement au plasma ou à un procédé d'oxycombustion. En effet, tant les bavures que les scories gênent l'assemblage des pièces de tôle, par exemple, et ce d'autant plus que l'opération est automatisée et qu'il y a moins de flexibilité pour faire face à de tels défauts. Les bavures et les scories peuvent donc être à l'origine d'arrêts dans la production automatisée.
En outre, les bavures sont souvent tranchantes, ce qui crée un problème supplémentaire car elles peuvent rayer les surfaces ou, pire, endommager les composants électroniques des installations. Et évidemment, le travail du personnel est plus sûr si les différentes pièces ne présentent pas de bavures tranchantes qui peuvent facilement déchirer la peau des mécaniciens ou des opérateurs.
L'ébavurage mécanique - au sens large de 'traitement de surface' - est en hausse depuis plusieurs années déjà
Post-traitements
Une fois découpées et éventuellement coudées, les différentes pièces de tôle doivent souvent encore être assemblées, soit par des vis et des boulons (dans ce cas, il ne doit pas y avoir de bavures), soit par soudage. Dans de nombreux cas, cette opération est suivie d'un traitement ultérieur sous la forme d'un revêtement ou d'une galvanisation.
Ce qui vaut pour le soudage vaut également pour le revêtement et la galvanisation: une bonne adhérence au support est cruciale. Pour éviter que le revêtement ne se détache, vous pouvez par exemple choisir de rendre la surface un peu plus rugueuse. En outre, il est utile d'arrondir les bords. Un rayon de 2 mm est idéal pour répartir uniformément le revêtement sur la surface et le laisser couler sur les bords, de sorte que la corrosion n'ait aucune chance à cet endroit.
Toujours dans l'intérêt de l'adhérence, en particulier des soudures, il est préférable d'éliminer le film d'oxyde et la calamine. Ces deux termes sont souvent confondus, mais ils ne sont pas synonymes. De plus, ils nécessitent un traitement différent. En effet, la calamine recouvre toute la surface et est beaucoup plus dure et épaisse qu'un fin film d'oxyde qui se forme sur les arêtes de coupe en raison de l'utilisation d'oxygène lors de la découpe au laser.
Esthétique
Une dernière catégorie d'arguments concerne davantage l'aspect esthétique que l'aspect fonctionnel, même si ce n'est pas toujours le cas. Dans la construction de façades, par exemple, les gens veulent des surfaces lisses et brillantes uniquement pour l'aspect visuel, alors que dans l'industrie alimentaire, il y a surtout une raison fonctionnelle à cela: plus la surface est lisse, plus il est difficile pour les bactéries de s'y nicher.
En termes d'esthétique, il faut encore distinguer la finition brossée et la finition sans direction. La première se retrouve par exemple dans les hottes aspirantes. On voit clairement que la surface est poncée dans le même sens. Dans la construction de machine, on trouve plus souvent une finition sans direction.
Adhérence, sécurité des mains, arrondi des arêtes, grainage, polissage, ébavurage... il y a de nombreuses raisons, dans divers secteurs, pour lesquelles une surface doit subir un traitement supplémentaire
Options manuelles
Adhérence, sécurité des mains, arrondi des arêtes, grainage, polissage, ébavurage... il y a de nombreuses raisons, dans divers secteurs, pour lesquelles une surface doit subir un traitement supplémentaire. D'ailleurs, cela peut déjà être fait de manière très simple.
Meuleuse d'angle
L'ébavurage et le polissage peuvent être parfaitement réalisés à l'aide d'une meuleuse d'angle. C'était de loin la méthode la plus populaire et elle est encore utilisée dans de nombreux ateliers aujourd'hui. Mais de nos jours, il est difficile de trouver des opérateurs disposés à effectuer cette tâche qui prend beaucoup de temps et qui nécessite beaucoup de travail. Elle est extrêmement lourde sur le plan ergonomique et très polluante pour l'environnement.

Tables d'ébavurage
Les tables d'ébavurage constituent une alternative manuelle. Ici, l'opérateur part d'une situation ergonomique beaucoup plus stable. La table se trouve à une hauteur confortable et est équipée d'un système d'aspiration et de filtrage des poussières fines.
Une fixation sous vide combinée à un tapis en caoutchouc maintient les pièces non ferreuses en place. Les pièces en acier sont fixées à l'aide d'un électro-aimant. Parmi les autres équipements, on trouve un bras d'équilibrage qui se déplace au-dessus de la pièce et dont la pression de meulage peut être réglée. Une brosse motorisée est fixée au bras. Grâce à un adaptateur multifonction, vous pouvez choisir parmi toutes les tailles courantes de brosses et de lamelles abrasives, que vous pouvez changer facilement et rapidement au niveau de la tête.
Limites
Il va sans dire que les deux méthodes mentionnées ne conviennent pas à toutes les situations. Elles impliquent toutes deux une opération purement manuelle qui nécessite la présence permanente d'un opérateur.
En outre, il est difficile de passer à l'échelle supérieure: ni la meuleuse d'angle ni la table manuelle ne se prêtent à des volumes importants. La meuleuse d'angle présente en outre l'inconvénient d'une qualité finale très variable.
Pour répondre à ces problèmes, il existe des solutions mécaniques. Nous allons en aborder deux: les systèmes à brosses et les machines qui utilisent la tribofinition. Le sablage, par exemple, qui permet d'éliminer les grosses couches d'oxyde et la calamine, ne sera pas abordé.
Tribofinition
Depuis des années, la technologie éprouvée de la tribofinition est utilisée dans presque tous les secteurs de l'industrie, de l'industrie automobile et aérospatiale au secteur médical, en passant par les entreprises d'usinage et les fabricants de machines. La tribofinition permet d'obtenir des valeurs Ra inférieures à 0,01 µm et des arrondis jusqu'à 0,5 mm, bien que 0,2 mm suffise souvent d'un point de vue technique.
Principe de fonctionnement
Le processus de fonctionnement est relativement simple: un compartiment rempli de médias abrasifs est mis en mouvement, avec les pièces à traiter à l'intérieur. L'enlèvement de matière est provoqué par le mouvement relatif de l'abrasif par rapport aux pièces.
En fonction de la manière dont le mouvement est initié, on peut distinguer deux grands sous-types: les vibrateurs et les machines centrifuges. Le choix entre les deux dépend de la forme des pièces, de leur taille et du résultat souhaité.

Les vibrateurs
Ce type de tambour d'ébavurage utilise un moteur à balourd. L'amplitude détermine la violence du mouvement des médias abrasifs et des pièces les uns par rapport aux autres. Avec le type d'abrasif utilisé et la durée du traitement, l'amplitude est le paramètre le plus important. En fonction du résultat final souhaité, le mouvement peut éventuellement être réglé encore plus finement à l'aide d'un régulateur de fréquence.
Machines centrifuges
Comme leur nom l'indique, les machines centrifuges utilisent la force centrifuge. Un disque en rotation accélère le mélange des pièces et des médias abrasifs. Sous l'effet de la force centrifuge, le mélange est poussé vers le haut, contre la paroi du compartiment, puis redescend. Le cycle peut alors recommencer. Ici, le résultat final est déterminé par la vitesse du disque rotatif, ainsi que par la durée et le type de média abrasif.

Machines à brosses
Les machines à brosses constituent une deuxième option pour donner aux pièces une finition de surface fonctionnelle ou esthétique. Elles permettent d'obtenir des valeurs Ra faibles ou élevées (par exemple 0,25 - 2,5 µm) et, comme pour la tribofinition, de réaliser facilement des rayons de 2 mm et plus.

Principe de fonctionnement
Les valeurs mentionnées sont le résultat d'étapes successives au sein d'une même machine. Seule l'élimination des scories au moyen de broches métalliques tournant dans le sens inverse se fait encore souvent de manière autonome avant la machine, car elles sont souvent trop grosses pour être extraites et pourraient provoquer des dysfonctionnements.
Dans le cas contraire, il s'agit d'une combinaison de bandes abrasives et de divers types de brosses qui, en tant que stations intermédiaires, travaillent en vue de la finition prédéfinie. En fonction de l'opération programmée, du matériau et de l'épaisseur, la machine règle elle-même les valeurs nécessaires pour obtenir le résultat souhaité. Entre autres, elle étalonne automatiquement la pression à laquelle les brosses doivent être appliquées sur les contours.
Divers paramètres
En soi, le principe de fonctionnement est assez simple, mais l'adaptation des différents paramètres au résultat final souhaité demande de la précision, ce qui accroît la complexité. Cela commence déjà par le bon choix du matériau abrasif, du minéral et de la granulométrie.
Les options des brosses varient encore un peu plus. Il existe des brosses rondes et des brosses à godet, des brosses à fil métallique, mais aussi des brosses à lamelles abrasives. Ces lamelles peuvent être droites ou inclinées les unes derrières les autres.
Outre les matériaux et les différents choix possibles, il faut également tenir compte du paramètre 'vitesse'. C'est-à-dire la vitesse de la bande transporteuse, de la bande abrasive, des brosses et éventuellement du carrousel. Veillez à ce que la température n'augmente pas trop lorsque vous augmentez la vitesse, sinon vous risquez de déformer la pièce. Il s'agit de bien adapter votre agrégat à votre tapis roulant.
Enfin, vous pouvez également jouer sur la pression exercée sur les pièces métalliques.

Deux techniques complémentaires
Pour conclure, nous aimerions opposer brièvement les deux techniques. Les machines de tribofinition et les machines à brosses visent-elles les mêmes applications et le même groupe cible? En d'autres termes, sont-elles concurrentes ou devons-nous plutôt les considérer comme des techniques complémentaires? En fait, il s'avère qu'elles sont surtout complémentaires.
Tout d'abord, les machines à brosses sont presque exclusivement utilisées pour les pièces plates de taille moyenne à grande. En d'autres termes, il s'agit de matériaux en feuilles. En revanche, les vibrateurs et les machines centrifuges se prêtent davantage à des produits plus petits, qui n'ont pas besoin d'être plats.
Il s'agit également de volumes beaucoup plus importants, ce qui constitue une deuxième différence importante. En un seul lot, il est possible d'usiner simultanément jusqu'à 500.000 petites pièces sur tous les côtés ou sur le pourtour, dans un temps de passage compris entre 10 minutes et une heure et demie, en fonction des pièces, du type de machine et du résultat escompté. Les machines à brosses n'atteignent jamais de tels chiffres, mais le temps d'exécution est plus court, oscillant entre quelques secondes et quelques minutes.
Il ne faut cependant pas oublier que les machines à brosses ne peuvent traiter qu'un seul côté. C'est pourquoi, dans la pratique, on met souvent deux machines en ligne. Mais bien sûr, il est possible d'élaborer des configurations avec des robots. En termes d'automatisation, les possibilités sont infinies, jusqu'à un lien avec le logiciel de gestion intégré (ERP) pour commander les robots et les machines à distance, sans main-d'œuvre. C'est également le cas pour les systèmes de tribofinition, car la tendance à l'automatisation s'est déjà fait sentir dans cette branche de l'industrie manufacturière.

Avec la collaboration de Q-Fin, Rösler, Timesavers et Topfinish