Voor wie zijn 'teach-in' machines nog de juiste fit?
Teach-in zal manuele machines verder terugdringen

Dikwijls kiezen bedrijven voor reparatiewerkzaamheden voor een teach-inmachine in plaats van een CNC-draaibank. Na al die jaren heeft de teach-indraaibank (of -freesbank) nog steeds een schare trouwe fans, terwijl er ook nog altijd een groep verspaners is die vasthoudt aan de conventionele machine waarbij de mechanische handwielen de sleutelrol spelen. Een terechte keuze? Om die vraag te beantwoorden, bekijken we in dit artikel het verschil tussen beide technieken nog eens van naderbij.
Stap-voor-stapinstructies ...
Teach-indraaien zou je eigenlijk kunnen bestempelen als een heel eenvoudige uitvoering van een computergestuurde bank. Het is als het ware het bewandelen van de (gulden) middenweg tussen de pure conventionele draaibank met alleen mechanische handwielen en de computergestuurde machine in.
De operator vult een aantal maten en freesparameters in, en het programma zet deze in de juiste bewerkingsvolgorde. Ook het toerental wordt berekend. Dat hoeft de draaier niet meer zelf te doen. Deze ziet immers op het scherm stap voor stap wat hij moet doen. De machine 'leert' de operator stap voor stap de bewerkingen uit te voeren om tot het uiteindelijke product te komen.

Teach-in dus. Vergeleken met het vroegere conventionele draaien, wordt er veel rekenwerk uit handen genomen. De operator kan er op dergelijke machines soms ook nog voor kiezen om volledig conventioneel te werken. Bepaalde teach-inmachines beschikken immers over manuele sturing. In dat opzicht zijn het eigenlijk een soort hybridemachines. Bedrijven die veel reparatiewerk doen en grotendeels vanaf 2D-tekeningen werken, of zelf de maten opmeten, vinden deze manier van programmeren snel en efficiënt.
Teach-inmachines vergen minder programmeren en zijn eenvoudiger om te leren bedienen
Dat geldt zeker voor de reparatiebedrijven die producten op hun machine krijgen waarvan er niet eens meer een tekening bestaat. En omdat ze toch elke dag andere werkstukken op hun machine hebben, winnen ze geen tijd als ze in de toekomst een bestaand programma zouden kunnen pakken. De kans dat ze hetzelfde product nog een keer moeten draaien, is minimaal.
… of volledig computergestuurd
CNC-machines zijn volledig computergestuurd. In de meest vergaande vorm halen ze hun gegevens uit een extern gemaakt CAM-programma en sturen ze daarmee de assen van de machine aan.
Met behulp van ISO-codes kunnen operators aan de machine zelf programmeren. Op internationaal vlak zijn er afspraken gemaakt over de codering voor bepaalde bewerkingen, de zogenaamde G-codes. Elke G-code bevat een bepaalde instructie, vastgelegd in de internationale standaard. Wie gewend is om aan een conventionele machine te werken, vindt deze werkwijze lastig. Je moet immers die codes onthouden. Is de ene werkwijze beter dan de ander? Dat is niet eensluidend te zeggen.

Feit is ontegenzeggelijk dat voor veel werkstukken CNC-machines de beste keus zijn, omdat deze machines moderner zijn, maar ook omdat je dan programma's kunt hergebruiken. Bij kleine series absoluut een voordeel, bij repeatorders eveneens. En wie ervaring met ISO-programmeren heeft, zal ook bij reparatiewerk snel het juiste programma maken.
De ontwikkelingen sinds de CNC-besturing grootschalig is doorgebroken, hebben er echter toe geleid dat het verschil in machine niet meer alleen in de besturing of teach-inprogrammering zit. Het feit dat het voor een computer eigenlijk niks uitmaakt of er nog een extra as aangestuurd moet worden of niet, heeft ertoe geleid dat de CNC-machines veel geavanceerder zijn geworden. Dat kan een verschil maken in de keuze.
Extra mogelijkheden CNC-machine
Een CNC-draaibank heeft bijvoorbeeld vaak de optie van een y-as of een extra turret. Hierdoor neemt de efficiëntie toe. En er kunnen bewerkingen worden gedaan die anders niet mogelijk zijn, zoals het frezen van een spiebaan in een as, in dezelfde opspanning als het draaien. De aandachtige lezer merkt hier ongetwijfeld op dat een y-as en dergelijke ook op een teach-inmachine mogelijk zijn. Dat klopt, maar meestal zijn het kostbare opties. Net als een turret.
Het prijsverschil met een volwaardige CNC, een van de voornaamste redenen om alsnog voor teach-in te gaan, wordt dan kleiner. Bovendien moet men dan goed beoordelen of de draaibank van zichzelf voldoende stabiel is voor deze opties. Men kan wel een machine uitbreiden, maar de basis verandert hierdoor niet. En het is net deze basis die de stabiliteit biedt aan de machine.

Daarnaast hebben het afgelopen decennium fabrikanten vaak eenvoudigere versies van hun CNC-besturingen ontwikkeld, die ze tegen lagere prijzen in de markt kunnen zetten. Omdat tegelijkertijd het aanbod van CNC-draaimachines sterk is toegenomen, waardoor er dus veel meer concurrentie is, is het prijsverschil tussen een CNC-gestuurde draaibank en een teach-inversie die aangekleed is met opties, in de praktijk vaak niet eens zo heel groot meer.
Een aspect dat men mee in de weegschaal moet leggen bij de keuze voor teach-indraaien of CNC-bewerken. Daarnaast zijn de teach-inmachines vaak vlakbedfreesmachines. Als men de voorkeur heeft voor een schuin bed, vanwege de spanenval, is er weinig keus. Wel is het zo dat draaibanken met een groot bereik bij een teach-inbesturing dikwijls goedkoper in aanschaf zijn.

Teach-inbesturingen verbeteren ...
Hier staat tegenover dat de teach-inbesturingen de laatste jaren zijn opgeschoven richting de CNC-besturing. De verbeteringen in de dialoogbesturing maken ze erg gemakkelijk te programmeren.
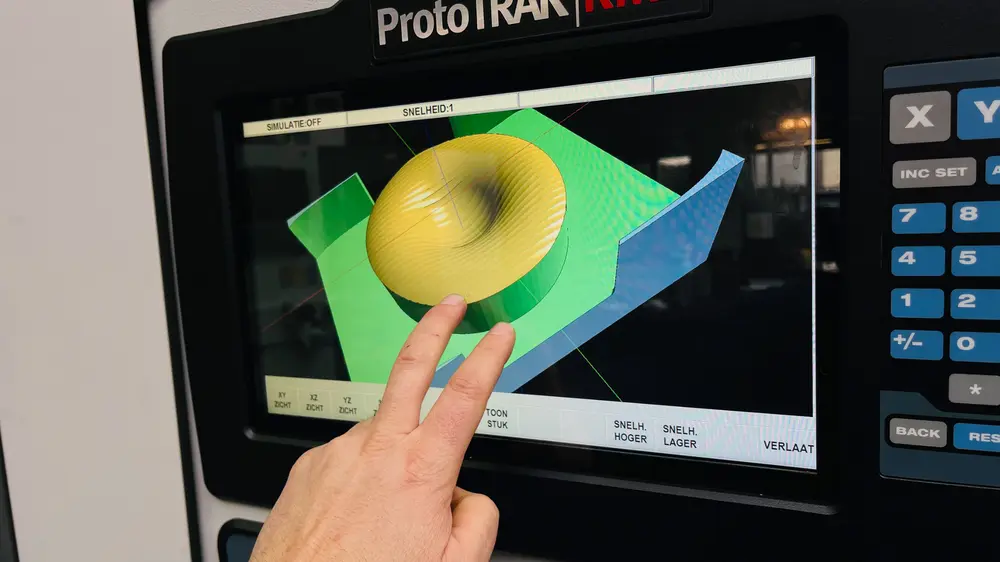
Er zijn zelfs teach-inmachines waarop men de bewerking vooraf grafisch kan simuleren, wat overigens niet verward moet worden met de simulatie van een CNC-programma. Het gaat om een grafische presentatie van de bewerking, als controle van het programma. Dit is niet, zoals bij CNC-simulaties, bedoeld om botsingen van het werkstuk eventueel vooraf te detecteren.
De programma's voor deze dialoogbesturing bij de teach-indraaimachines komen dikwijls van enkele grotere spelers. Hierdoor zijn er ook mogelijkheden om het programma op te slaan en later opnieuw te gebruiken als dat nodig is. Ook zijn er fabrikanten die de klant de keuze laten en typische teach-indraaibanken ook met een CNC-besturing leveren, die dan in dialoog/teach-in geprogrammeerd kan worden.

… maar CNC-besturingen evolueren
Waarom dan toch voor een CNC-besturing kiezen? Allereerst omdat aan de onderkant van deze markt de softwareontwikkelaars niet hebben stilgezeten. Er zijn CNC-besturingen die te programmeren zijn zonder kennis van G-codes. Ontwikkelaars leggen de nadruk op het intuïtiever maken van het programmeren, zodat ook mensen zonder ervaring met ISO-programmeren snel hun werkstukprogramma's kunnen samenstellen. Er zijn ook programmeerschillen die men over de CNC-besturing heen legt, waardoor de drempel om een CNC-machine te programmeren opeens een stuk lager wordt.
De belangrijkste factor is het volume van de productie
Er zijn twee zaken die een CNC-besturing absoluut de voorkeur geven. Dat is allereerst de ontwikkeling in de markt. Voor puur reparatiewerk zullen de meeste bedrijven waarschijnlijk voor een teach-inbank blijven kiezen. Maar als men ook richting toelevering wil en wellicht in de toekomst gaat robotiseren, is een CNC-besturing een absolute voorwaarde.
Het tweede punt is nu misschien nog niet zo van belang, maar zal dat in de toekomst wel meer en meer zijn. In de toeleveringsketen zal men de komende jaren steeds vaker communiceren met 3D-bestanden: een STEP- of DxF-file. Wie dus aan toeleveren denkt, kan in de toekomst niet om CNC-besturingen heen.
Concreet kiezen
De vraag is nu welke machine het beste is voor uw specifieke productie. Er zijn pakweg drie belangrijke criteria hierbij. De eerste is de complexiteit van de werkstukken. CNC-machines hebben op dit vlak nu eenmaal meer potentieel dan teach-inmachines. Eerstgenoemden beschikken vaak over meer assen en kunnen diepgaander geprogrammeerd worden.
De tweede factor is het vaardigheidsniveau van de werknemers in kwestie. Een CNC-machine vraagt veel programmeren op voorhand, maar minder werktijd aan de machine zelf. Iemand die vlot programmeert, kan relatief snel een werkstuk klaarzetten voor een CNC-machine, maar het blijft een complex werk. Teach-inmachines vragen veel tijd van de operator zelf, die alle parameters nog moet invoeren.
Het laatste aandachtspunt is het meest cruciaal. Hoeveel produceer je van welk soort werkstukken? Een CNC-machine vraagt veel tijd om in te stellen, maar kan vervolgens sneller produceren dan een teach-inmachine. Het is dus niet alleen makkelijker, maar ook een pak sneller om seriewerk te produceren met een CNC-machine. Beperkte aantallen - bijvoorbeeld minder dan 50 stuks - worden vaak efficiënter geproduceerd op teach-inmachines.
Produceer je wekelijks dus heel wat seriewerk of complexe werkstukken? Dan is een CNC-machine waarschijnlijk de beste keuze. Ga je echter voor snel reparatiewerk of kleine aantallen? Dan is een teach-inmachine zeker het overwegen waard, zeker wanneer het over vrij eenvoudige objecten gaat.

De toekomst
Hoe zal de markt nu verder evolueren en hebben teach-inmachines nog een toekomst? Feit is dat het onderwijs volop de kaart van CNC heeft getrokken, waardoor kennis van manueel draaien langzaam verloren gaat. Puur manuele machines worden toch nog vaak gekocht, vooral met het oog op snelle en kleine aanpassingen van bestaande stukken. Toch zijn teach-inmachines met ook een manuele sturing op dit vlak erg interessant.
CNC staat dus niet per se tegenover teach-in. Beide hebben hun voor- en nadelen en veel hangt af van wat je produceert en hoeveel. Dit is uiteindelijk een kwestie van efficiëntie en kostenberekening. Een CNC-machine heeft het grootste potentieel, maar is in veel situaties overdadig of nodeloos complex. Teach-in heeft een veel vlakkere leercurve, maar is dan weer beperkt en trager.
Het lijkt er echter op dat teach-in niet meteen zal verdwijnen. Waarschijnlijk komt er een verdere kruisbestuiving tussen teach-in en CNC, waarbij beide benaderingen elementen van elkaar overnemen. Teach-in zal vooral succesvol zijn als alternatief voor manuele draaibanken, zeker nu de meeste vakmannen langzaam op pensioen gaan.