
L’ALESAGE GARDE LA COTE
EVASEMENT, CORRECTION ET FINITION DE PRECISION
L’alésage a un peu un statut à part dans l’industrie du métal. En tant qu’usinage de finition, il est surtout utilisé pour réaliser des trous de qualité. L’alésage ou évidement sert à corriger un trou déjà percé, au niveau des dimensions, de la rondeur, de la rugosité, de la cylindricité et parfois même de la position. Il s’agit d’un processus de tournage interne et ici, c’est l’arête qui effectue le mouvement. L’alésage garantit une meilleure finition de la pièce que les forets hélicoïdaux à plusieurs taillants traditionnels. Il est souvent question de pièces uniques, surtout dans le cas de la réparation ou de la révision d’équipement crucial.
UN DES USINAGES LES PLUS ANCIENS
La réalisation de trous est en fait une des activités techniques les plus anciennes de l’homme. L’histoire démontre que les Egyptiens anciens s’en sortaient déjà bien. Ils réalisaient des trous dans la coque d’un voilier à l’aide d’un arc, leur permettant de développer des mouvements tournants. De tels trous borgnes, étagés, interrompus et continus sont encore visibles partout aujourd’hui. Ils sont d’un côté érigés en art. D’autre part, des spécialistes affirment à l’heure actuelle pouvoir – aussi fou cela puisse-t-il sembler – imprimer des ‘trous’ via l’additive manufacturing.
Bien que le perçage traditionnel puisse être considéré comme un processus conventionnel et ‘simple’, l’usinage avec des mèches hélicoïdales à plusieurs taillants est plus critique à exécuter que ce que pensent de nombreux professionnels. Dans le cas de nombreuses tâches, le résultat final ne répond pas (directement) aux exigences posées. Par exemple, parce que le trou n’a pas été précentré correctement ou parce que l’évacuation des copeaux pose des problèmes en cas de profondeurs réduites. Par conséquent, un trou n’est pas toujours parfaitement rond, alors que l’usinage a souvent lieu à un stade avancé de la chaîne de production. Il est autrement dit question d’une valeur ajoutée élevée pour des pièces exigeantes en soi.
QUAND ALESER?
Il y a différentes raisons d’opter pour l’alésage en guise d’usinage de trou, de cheville et à plat final. L’offre de grandes pièces a ainsi augmenté ces dernières années, tout comme les exigences de qualité. Au-delà d’une certaine section, les plus grands diamètres de forets hélicoïdaux massifs ne sont plus disponibles en version standard. Ils sont, en outre, difficiles à manier ou donnent une qualité finale insuffisante au niveau de la pièce. Il faut alors passer par quelques étapes de correction pour corriger la différence selon les tolérances exigées. L’alésage constitue dans ce cas une bonne alternative, même s’il faut toujours préforer pour garantir l’accès à l’outil d’alésage.
Il est par ailleurs conseillé de bien étudier au préalable si tous les usinages peuvent être réalisés en un seul cycle, éventuellement même sans changer de plaquette. Pour un déroulement optimal du processus, nous parlons de la chaîne complète: machine, pièce, outillage de coupe ou porte-outil, technologie et serrage. La variante d’alésage externe constitue dans ce sens la meilleure option pour la qualité la meilleure, bien que la longueur soit limitée.
VARIANTES DE PROCESSUS
En parlant de la variante d’alésage externe, cela ne peut pas faire de tort de réfléchir un moment aux différentes variantes de processus de l’alésage. Dans le cas de l’alésage longitudinal, l’outil d’alésage s’enfonce de manière axiale de plus en plus profondément dans la pièce. La variante plate sert à agrandir un trou foré ou plan, au moyen d’une rectification radiale uniforme. Dans la pratique, l’alésage peut être borgne comme continu, ainsi que par traction ou percussion.
Contrairement à d’autres usinages de précision, l’alésage permet même de corriger la précision de position du trou dans des limites étroites. Outre le perçage de précision, l’évasement et l’affilage offrent aussi une finition (plus) soignée. Pour de plus grandes séries de dimensions petites à moyennes, on utilise également le brochage avec un outil spécifique réalisant uniquement un usinage principal rectiligne.
Les pièces les plus courantes varient par ailleurs fortement en termes de nombres (pièces uniques ou petites séries), de taille (petite à gigantesque) et de poids (jusqu’à quelques tonnes). De telles grosses pièces XXL sont serrées en mode stationnaire, surtout en raison des dimensions et du poids. Cela se fait directement sur la table, au moyen d’accessoires de nivellement à réglage de précision, ou avec une cornière robuste ou une plaque de serrage de coin de dimensions respectables (avec ou sans éléments de serrage à point zéro en guise d’ancrage).
TECHNOLOGIE DERRIERE LE PROCESSUS D’ALESAGE
Chaque tournage est connu comme toujours pour une maîtrise du processus maximale, un faux-rond de rotation le plus élevé possible et un état de surface le meilleur. Dans la pratique, on parle d’un enlèvement de matière continu avec une arête définie, mais dans le cas de l’alésage quasiment jamais d’usinage par enlèvement de matière lourd. Il faut faire une distinction entre l’alésage d’ébauche, visant principalement l’enlèvement productif de matière, et l’alésage de finition, visant la meilleure finition finale.
L’avance et la profondeur de coupe relativement petites sont généralement caractéristiques, surtout par rapport au diamètre. Le processus d’usinage est ainsi aussi caractérisé en général par un faible apport thermique. Un espace libre relativement grand est, en effet, disponible pour l’évacuation libre des copeaux, indépendamment de la forme et de la taille des copeaux en spirale, arqués ou en fragments produits.
Par rapport à d’autres usinages, l’amenée de fluides de refroidissement est également peu problématique dans le cas de l’alésage. Si un fluide de processus est déjà utilisé, cela n’est pas tant pour refroidir, mais bien pour évacuer dans quasiment toutes les conditions les copeaux détachés (plus) rapidement de la zone d’usinage. En général, les tolérances de trous ronds sont par ailleurs élevées, dans la classe IT6-IT7.

dans une large plage de diamètres pour l’alésage d’ébauche comme de finition
SPECIALS OUTILLAGE
L’alésage est relativement courant en tant qu’usinage spécialisé et stable. Il s’agit généralement de la rectification de précision d’un trou existant. Comme nous l’avons déjà dit, un outillage standard n’est toutefois pas toujours disponible pour l’alésage, ou uniquement pour une plage de diamètres plus limitée. La division de CAO/FAO ou l’opérateur de la machine choisit parmi les outils disponibles ou commande un outil dans le fichier de fournisseurs universel. Le choix du bon outil détermine, en effet, la qualité en termes de mesure, de forme et de rugosité.
Pour le travail plus lourd, les fabricants d’outils fournissent, outre les têtes de perçage normales et robustes de format relativement petit avec différentes plaquettes, un large spectre de systèmes à changer manuellement pour construire un outil d’alésage propre au produit.
Nous parlons d’un kit flexible avec notamment le mandrin, la barre d’alésage ou de perçage, un pont réglable avec des chariots pour un emmanchement avec une plus grande force de serrage et un ciseau massif ou une ou plusieurs plaquettes pour à l’extrémité de la barre d’alésage allongée ou non.
Cela ne peut, par ailleurs, pas faire de tort d’équilibrer un tel composant modulaire, au moins avec un contrepoids adéquat. Surtout s’il doit travailler en tant qu’outil à un taillant, bien que la force résultant du déséquilibre soit inférieure à la force de coupe. Pour un usinage sans vibrations, une configuration à 180° aide aussi. Ici, les forces de coupe s’équilibrent. En équilibre, la machine fonctionne plus calmement et des effets négatifs comme une charge de broche accrue, une perte de longévité et une qualité finale réduite sont évités. Plus le régime de la machine est élevé, plus ces effets négatifs sont marqués.
Pour ce qui est de la productivité, les outils à plusieurs taillants sont préférés à un outil à deux taillants, aux outils à plusieurs étages ou à un outil à un taillant. Ce dernier est, lui, intéressant en cas de matière difficile à usiner, de pièce instable (p.ex. à fine paroi) ou quand la puissance disponible ou le couple de la machine est relativement faible. Dans le cas de la tête d’alésage tournante ouverte avec outil de coupe, prêtez attention à sa sécurisation.
PORTE-OUTILS
Vu les dimensions de pièce généralement importantes, l’usinage est exécuté de manière à ce que la masse la plus petite se déplace pendant l’usinage. Il arrive bien sûr aussi que l’outil doive plonger assez loin dans la pièce. Les systèmes de serrage et l’outil doivent être dotés d’un codage, ainsi que d’une place et d’une position définies dans le magasin à outils, afin de pouvoir s’arrêter dans une position et place claires par rapport à la pièce. Pour retirer l’outil d’alésage sans dégradation du trou, il doit, en effet, avant tout être dégagé de la paroi de manière précise. L’espace libre et l’orientation doivent aussi être garantis dans le changeur d’outils et le magasin.

TENDANCES
Ces dernières années en particulier, on observe dans l’alésage une forte croissance de la digitalisation, jusqu’au niveau de l’outillage. Le réglage et l’ajustement de précision du point de coupe jusqu’à la mesure maximale souhaitée sont déjà réalisables mécaniquement manuellement pour les tâches de précision avec des graduations dans la plage µm, mais désormais aussi automatiquement p.ex. au moyen du système EWA électronique, avec mini-écran bien lisible montrant la faisabilité de réglage ‘in process’ sans fil avec des applications. Le réglage et la lecture sont aujourd’hui même possibles via la tablette ou le smartphone, avec codage de couleur de la classe de tolérance actuelle.
Si le développement et le transport d’éléments critiques sont problématiques ou irréalisables pour une question de temps, distance, volume et/ou masse, l’alésage peut aussi avoir lieu sur place. Il faut pour cela une installation mobile, avec accès à distance à la base de données et au manuel de la machine.
Développement du processus
Les paramètres de coupe ou trucs et astuces pour une gestion optimale des copeaux (et du processus) sont fournis aujourd’hui par les fabricants d’outils et de machines sur la base de leurs propres compétences. Un choix de matériau optimal réduit, en effet, considérablement le risque de vibrations résultant des forces de coupe ou des interruptions de profil. Bien que l’avance et/ou l’alimentation puissent aussi être ajustées, cette alternative n’est pas intéressante d’un point de vue productif.
Différents fabricants ont donc prolongé ce développement en différents types d’outils d’alésage et d’allonges amortissant les vibrations. De tels ‘silent tools’ (à couplage digital) permettent d’usiner une plus grande portée, jusqu’à une longueur équivalant à 3 à 7 fois le diamètre, sans devoir réduire la vitesse de coupe en raison des vibrations. Normalement, ce rapport est sans amortissement de 3 à 4 fois le diamètre.
APPLICATIONS AU SUPERLATIF

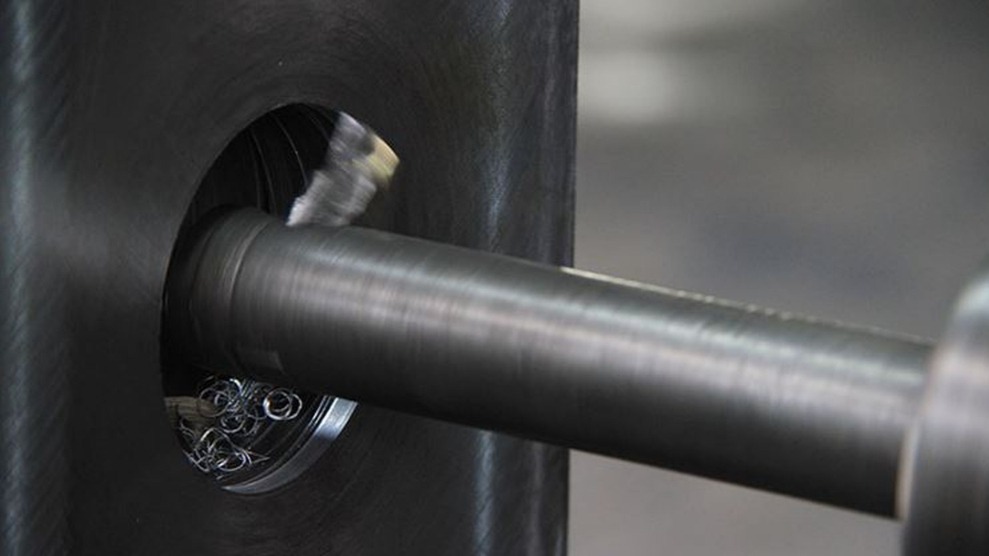
sur l’aléseuse (photo: Bomacon)
Dans l’industrie métallurgique, on voit souvent des pièces aux proportions exceptionnelles, faisant partie d’une plus grande structure. Des pièces notamment pour le transport, l’industrie du gaz et du pétrole, l’extraction de charbon et de sable bitumeux, le terrassement lourd, la production d’énergie et l’offshore, les travaux de dragage, la navigation, ainsi que le trafic routier, ferroviaire et aérien lourd et intensif.
Dans ces secteurs, assez bien de machines ne sont quasiment plus jamais à l’arrêt et doivent fonctionner jour et nuit. La charge pendant l’usinage est, en outre, aussi plus importante que jamais. Logique, donc, que la réparation, la révision et la réingénierie de composants critiques soient devenues aujourd’hui un secteur stable dans de tels cercles. Dans la pratique, il y a deux solutions pour la réparation, la révision et la réingénierie: au moyen de composants de palier ou d’ajustement, ou soudure par rechargement, puis alésage à la mesure originale. Toutes deux sont des tactiques très courantes pour la restauration de la fonctionnalité et la finition de pièces en fonte et fer forgé et en aluminium pour p.ex. corps de pompe, compresseur et valve, turbines, bâtis de machine, trous de cylindre dans des blocs-moteurs, boîtes d’engrenages, …
ALESEUSE CNC
Durant des décennies, des perceuses à glissières croisées et des meuleuses précises et coûteuses ont été conçues pour l’alésage.
Les raisons? La rigidité et la stabilité exceptionnelles, la grande précision de positionnement, le mouvement sans à-coups et le guidage précis de tels types de machines. Aujourd’hui, on note toutefois une baisse de la demande d’aléseuses spéciales avec de grandes dimensions et parfois une cabine et un magasin à outils suivant, des porte-outils standard lourds, un palpeur et des cycles pour mesurer sur le banc, avec un support en fonte ou en acier soudé avancé ou un portique en version à paroi épaisse, renforcé avec des côtes et fiable, et équipé selon les souhaits de différentes tables plates, dotées de plateaux de serrage à rainures en T. Pour l’alésage conventionnel, leur tâche a été reprise par des centres d’usinage CNC avancés, puissants et stables de grandes marques, avec des dimensions de grandes à XXL, en variante horizontale ou verticale.
Centre de démonstration pour tests et sous-traitance
Outre des tests de machine et technologie pour eux-mêmes et leurs clients, certains fabricants de tels types de machines exécutent également dans un propre centre de technologie complètement équipé de la sous-traitance de commande. Après acceptation à la fin d’une période de rodage convenue, ils peuvent ainsi transférer l’investissement coûteux conformément à la liste de spécifications, avant l’installation réelle dans le hall de production de l’acheteur.
Les opérateurs disposent sur place de tous les dispositifs pour régler la machine, serrer la pièce sur la table et apprendre la technologie et la stratégie, afin de pouvoir optimiser et même raccourcir à terme les commandes d’entreprise. Selon l’équipement de la machine, une tête de fraisage supplémentaire est prête en option, en configuration perpendiculaire ou non, pour usiner sur plusieurs faces sans serrer à nouveau.
L’art consiste toujours à adapter sous la pression du temps la position relative de la machine, de la pièce et de l’outil de coupe aux systèmes à coordonnées respectifs (système à axes) et à l’/aux axe(s) du/des trou(s). Le parallélisme de l’axe de perçage par rapport au mouvement longitudinal (l’axe W en option) est essentiel aussi dans le cas de l’alésage avec une broche de perçage télescopique.