
L'usinage de précision recherche des solutions d'automatisation
Un processus d'alésage moins dépendant de l'homme grâce à la numérisation

Il y a cinq ans, lorsque votre revue Metallerie s'est penchée sur le processus d'alésage, l'heure était déjà à l'émergence des solutions numériques. Cette tendance s'est évidemment poursuivie. Les innovations les plus récentes comprennent la commande de la tête d'alésage directement à partir de la commande CNC afin d'obtenir une précision dimensionnelle parfaite de la manière la plus simple possible pour l'opérateur. Et encore plus intelligent: un outil extensible commandé par un actionneur. Toutefois, l'alésage reste une pratique qui repose sur le savoir-faire d'un spécialiste.
La précision de l'alésage est déterminée non seulement par la stabilité de la machine et du dispositif de fixation, les conditions préalables, mais aussi par l'outillage. L'ensemble du système d'outils doit présenter une rigidité maximale pour éviter toute flexion, même légère. En outre, les têtes et les adaptateurs doivent être capables de supporter un couple maximal. Ce sont les deux conditions de base pour usiner un trou avec une grande précision (par exemple T9).
barres d'alésage antivibratoires
La longueur de projection la plus courte possible est la meilleure solution, mais dans la pratique, ce n'est pas toujours possible si l'outil n'atteint pas le bon endroit dans la pièce. Les barres d'alésage offrent ici une solution, ou plutôt les barres d'alésage antivibratoires. Un mécanisme de vibration est intégré dans ces derniers, ce qui élimine toute vibration et rend ainsi le fonctionnement plus stable. Les vibrations de l'outil affectent non seulement la précision du travail mais aussi la productivité. Avec un outil plus stable, il est possible d'usiner à des vitesses de coupe plus élevées tout en obtenant un bon résultat final.

Pour des portées supérieures à quatre fois le diamètre extérieur, un tel trépan amortisseur est la meilleure solution. L'efficacité du processus peut être jusqu'à un facteur deux plus élevé qu'avec une barre non amortie. Des éléments de vibration actifs et passifs sont utilisés. Les mécanismes standard sont les mécanismes passifs, qui contiennent un fluide amortisseur. Cela crée une vibration autour de la fréquence naturelle du système. Cette vibration est créée lorsqu'une fréquence prédéfinie de l'ensemble du système est atteinte. Il annule alors les vibrations du système d'outils.
La stabilité est un facteur essentiel
Dans un système actif, des actionneurs sont utilisés pour créer une vibration qui lisse l'original. La dernière nouveauté dans les barres d'alésage concerne l'intégration de capteurs. En Amérique, cela a été démontré pour la première fois il y a quelques années à l'IMTS. Les capteurs mesurent les forces exercées sur l'outil et les affichent visuellement. Cette technologie est désormais disponible dans le commerce. Elle permet à l'opérateur de visualiser virtuellement l'outil de coupe, même s'il se trouve profondément dans la pièce.

Une mise en place plus facile
La stabilité du système d'outils est donc un facteur important dans l'alésage. Il en va de même pour le contrôle des copeaux, notamment lors de l'alésage de trous borgnes. Il est alors important d'évacuer correctement les copeaux. Le bon lubrifiant réfrigérant joue ici un rôle majeur. Il permet de fragmenter suffisamment les copeaux pour qu'ils ne s'accumulent pas ou ne tourbillonnent pas autour de l'outil. La longueur et l'épaisseur correctes des copeaux contribuent à la stabilité des opérations d'alésage. Cela nécessite un ciblage précis du jet de réfrigérant lubrifiant sur la surface de coupe.
Il va sans dire que la programmation des bons paramètres de coupe et le réglage parfait des outils sont la base d'un bon alésage. C'est précisément là que la numérisation met de nouvelles solutions à portée de main. D'une part, il y a les systèmes qui permettent de régler l'outil de manière très précise, même à une distance de plusieurs mètres. Au lieu de régler laborieusement les outils de manière mécanique, cela se fait numériquement, par exemple via une appli ou un appareil séparé. Au début, l'électronique d'une telle tête d'alésage numérique était parfois sensible aux dysfonctionnements de la machine, mais grâce à l'amélioration des systèmes de communication, les fabricants d'outils ont résolu ce problème.
Surveillance automatique des processus
L'étape suivante consiste à passer réellement à la fabrication intelligente. Ici, l'outil est réglé à partir de la commande CNC sur la base des données de mesure. Cette évolution est en partie inspirée par l'automatisation de nombreux autres sous-segments de l'usinage. Dans de nombreux cas, l'alésage reste encore une opération humaine.

L'autre raison pour laquelle les fabricants travaillent sur ces solutions est de réduire le risque d'erreur. L'alésage est une opération de finition, et si elle se passe mal, les dégâts peuvent être considérables. Avec un processus en boucle fermée, les fabricants tentent d'automatiser le processus dans le sens où la précision est mesurée automatiquement, ce qui est une pratique courante depuis un certain temps, puis l'usinage ultérieur précis est effectué avec un outil ajusté et un programme CN modifié.
Une invention allemande peut réduire les coûts
La condition préalable à un tel système est la communication bidirectionnelle entre la commande de l'outil et de la machine. Les données de mesure de la sonde sont transmises à la commande de la machine, qui programme automatiquement les paramètres requis et envoie le réglage fin précis à la tête d'alésage. La miniaturisation de l'électronique et des composants d'entraînement a rendu cette évolution possible.
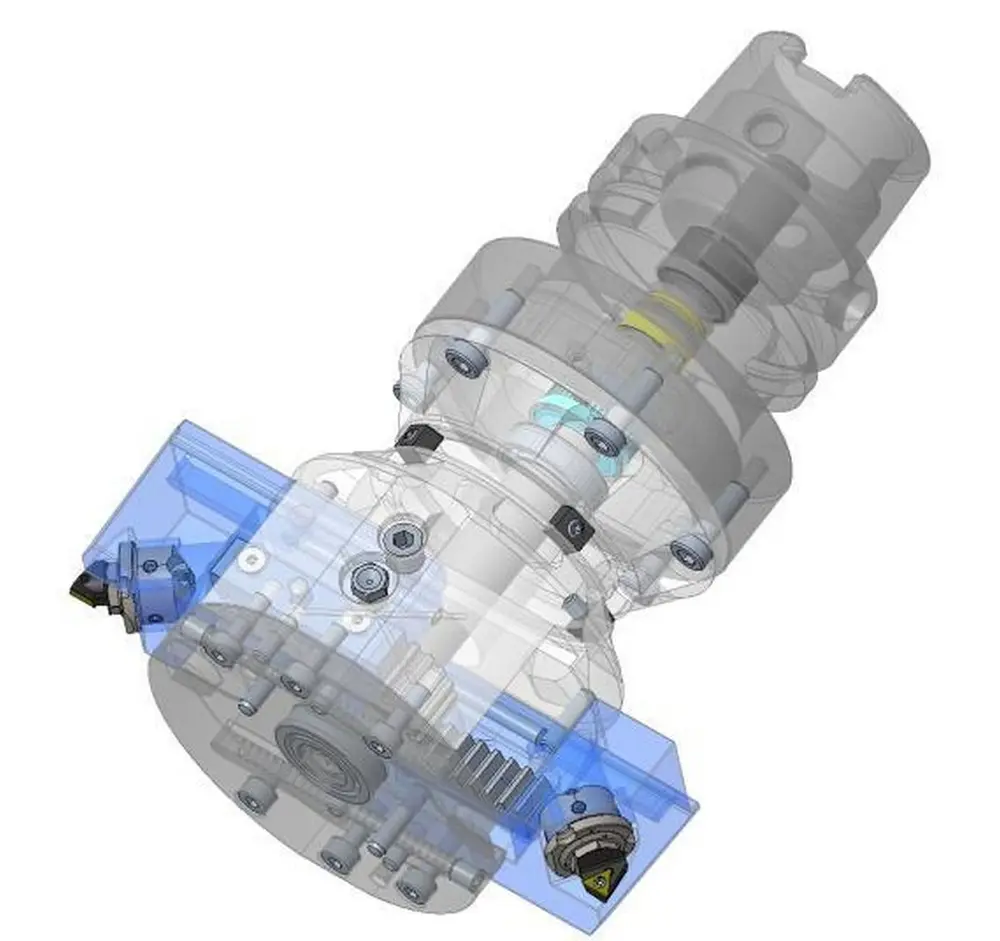
Outil extensible
En Allemagne, l'un des instituts de recherche a entrepris de réduire le coût de l'alésage en diminuant l'intervention manuelle dans le processus d'usinage. C'est ce que les chercheurs ont choisi de faire avec cet outil. Le changement d'outils d'alésage coûte du temps de production et donc de l'argent. Et les positions dans le magasin d'outils sont souvent limitées avec ce type de machine. En intégrant plusieurs outils en un seul, l'aléseuse peut, en quelque sorte, usiner avec précision différents diamètres sans changer d'outil et sans intervention manuelle.
La solution imaginée est un outil composé de plusieurs parties qui glissent les unes sur les autres. Le mouvement de ces pièces est contrôlé par un actionneur. Les guides contiennent des modèles d'alésage finement réglables avec des inserts. Ces guides sont ajustés avec précision au diamètre du trou. Pour la fixation, les chercheurs utilisent la pression du système de refroidissement et de lubrification de la machine CNC. Lors de l'usinage d'alésages, l'outil préréglé et replié est d'abord introduit du magasin d'outils dans la broche de la machine et peut ensuite être déployé dans la zone d'usinage jusqu'au diamètre préréglé.
L'outil peut être utilisé à la fois pour l'alésage longitudinal (l'ouverture du trou est progressivement plus profonde) et pour l'alésage plat (l'ouverture du trou est progressivement plus grande). L'outil d'alésage fonctionne avec deux arêtes de coupe. Les chercheurs affirment que les ajustements de l'IT6 sont réalisables. L'insertion et le retrait des différents éléments sont programmés via le G-code. Cela permet de percer des trous d'environ 90 à environ 138 mm sans avoir à changer d'outil ou à le réinitialiser manuellement.