

Gagnez du temps avec ces outils de poinçonnage (trop) méconnus
Les outils spéciaux font de la poinçonneuse une machine polyvalente flexible
La force de la poinçonneuse réside incontestablement dans sa flexibilité. Outre les trous standard, de quasiment toutes les formes, il y a aussi le marquage, la gravure et le taraudage, en plus de la réalisation de toutes sortes de déformations. Cela implique souvent des outils spéciaux qui ne sont pas toujours très connus et cela est dommage, car un sérieux gain de temps est ainsi possible. Cela vaut donc la peine de les examiner d’un peu plus près. Nous nous attarderons également sur quelques points certes plutôt liés au type de poinçonneuse, mais ayant tout de même aussi un impact sur l’outillage.
De retour sans jamais avoir disparu
Dans l’euphorie de la percée de la découpeuse à laser à fibres, certains avaient déjà enterré la poinçonneuse: sans dépendre du jeu d’ensemble spécifique du poinçon et de la matrice, le laser permet de découper très rapidement des contours très complexes. Plus de temps de changement, plus d’investissement dans une bibliothèque d’outils et pourtant … Après un premier (net) recul, les ventes ont stagné, surtout si on prend les machines combi en compte, et quelques fabricants évoquent même une vraie renaissance. Quels facteurs sont à l’origine de ce grand retour?
Le poinçonnage reste pour commencer une manière très rapide de produire des formes régulières. Nous entendons par là des pièces rectangulaires ou des éléments sans contours trop irréguliers (exigeant un nombre non rentable d’outils). Si nous nous attardons sur les pièces, il est clair que les poinçonneuses sont idéales pour les éléments avec divers types de déformations: plis (jusqu’à bien 76 mm), nervures de renfort, empreintes, … Les applications sont légion. Contrairement à la découpe au laser, il faut en fait considérer le poinçonnage comme un usinage en 3D. Vous devez, en outre, savoir qu’avec une poinçonneuse, vous pouvez p.ex. aussi chanfreiner et ébavurer, pour ne citer que deux exemples (nous y reviendrons plus loin dans le texte). En bref, une poinçonneuse est particulièrement polyvalente.
Une deuxième raison est liée au degré d’automatisation. Par rapport à d’autres technologies – disons la découpe au laser, il est possible avec le poinçonnage de séparer et trier les pièces assez facilement et de manière fiable, sans gros risque de pièces restant accrochées dans le squelette. Ce qui renforce encore cet argument, c’est que, dans notre pays, la technologie est notamment souvent combinée avec une autre technologie. Nous pensons aux poinçonneuses-cisailles d’angle ou aux poinçonneuses à laser. De ce fait, les pièces sortent (quasiment) finies de la machine, éventuellement même avec toutes sortes d’astuces pour faciliter l’assemblage ultérieur.
Un troisième et dernier facteur est purement économique: une poinçonneuse est relativement bon marché. L’investissement de départ d’une poinçonneuse de qualité supérieure revient env. 20% moins cher que le coût du modèle d’entrée de gamme d’une découpeuse à laser. Par rapport à un laser de qualité supérieure, cette différence peut même atteindre 50%. Si on tient uniquement compte du coût par pièce, on a donc souvent intérêt à opter pour une poinçonneuse.
Deux principes
Dans le poinçonnage, on distingue deux courants: les machines à tourelle revolver et les types single head.
Machines à tourelle revolver
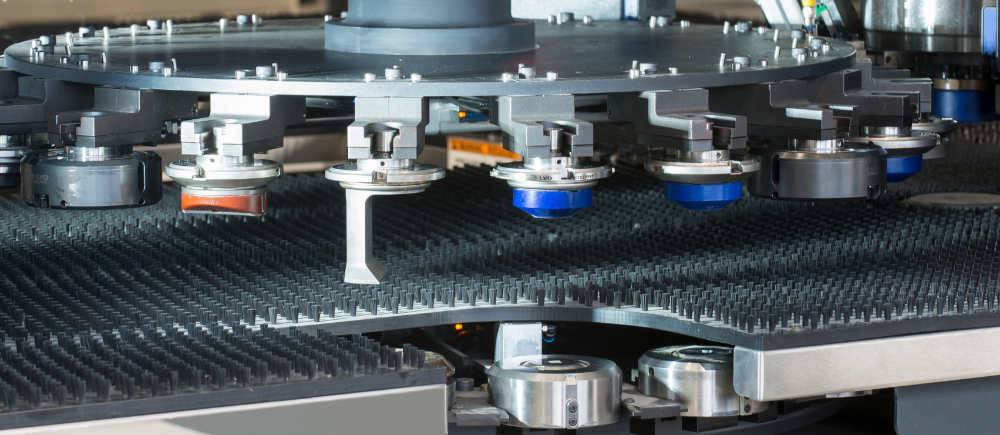
Sur les premières, les outils sont répartis entre différentes stations dans une tourelle revolver rotative, sélectionnant le bon outil en fonction de la forme à poinçonner. Un marteau pousse le poinçon dans la matrice avec un dévêtisseur actif serrant la tôle. A l’heure actuelle, ce dévêtisseur est, par ailleurs, aussi utilisé pour offrir une contre-pression si on déforme par en dessous. Mais nous y reviendrons. Les machines à tourelle revolver utilisent dans le cas d’outils standard un ressort dans l’outil – pour les outils spéciaux, il y a parfois quatre ressorts – qui tire à nouveau le poinçon hors de la tôle, le ramenant à sa position de départ. Ce mécanisme peut également être utilisé comme mécanisme de contrôle, car si le poinçon ne revient pas avec la tête de poinçonnage – un jeu se forme donc, la machine est arrêtée directement. Cela peut, par exemple, se produire en cas d’aluminium spécial ayant parfois tendance à pincer une fois chauffé.
Type single head
Les types single head fonctionnent selon un tout autre principe. Au lieu de ressorts, un circuit hydraulique fait monter et descendre la tête de poinçonnage. Chez un fabricant, les outils se trouvent dans une cassette sur un système de rail linéaire. D’autres utilisent, comme pour les machines à tourelle revolver, un magasin rotatif (et les outils distincts se trouvent dans un porte-outil). La différence avec les types à tourelle revolver, c’est toutefois que la tête de poinçonnage prend complètement l’outil nécessaire. Uniquement dans le cas des types single head, un dévêtisseur passif peut, si on le souhaite, être utilisé en option. Cela signifie qu’il n’y a pas de contact entre le dévêtisseur et la tôle. Cela est plus rapide et le processus se déroule sans rayures. Mais comme la fonction de serrage du dévêtisseur disparaît, cette option est limitée aux fines tôles (1 à 1,5 mm).

Impact sur le tooling
Chaque principe a ses avantages et ses inconvénients, mais cela sort du cadre de cet article. Un point important par rapport aux outils, c’est que la distinction évoquée entre les deux principes se traduit aussi par deux types d’outils de poinçonnage. Les outils sur une machine à tourelle revolver ne sont, en effet, pas compatibles avec une single head et vice versa. Les outils sont, autrement dit, adaptés au type de poinçonneuse.
Vous ne pouvez, par ailleurs, pas partir du principe que vous pouvez utiliser les outils de poinçonnage p.ex. d’un type à tourelle revolver sur n’importe quelle machine à tourelle revolver d’une autre marque. S’il s’agit de part et d’autre de thick turrets, cela sera très souvent le cas (mais pas toujours). D’autres systèmes, certes plus anciens et moins courants, comme les thin turrets ou supra tooling, ne sont pas compatibles avec des thick turrets.
Outre la compatibilité, il faut vraiment réfléchir avec les systèmes single head linéaires à l’ordre des outils, car la distance entre la première et la dernière position est assez grande et cela aurait autrement un impact sur le temps de changement. Il y a d’autre part le guidage. Dans le cas des types single head, l'outil est entièrement incorporé dans la tête de poinçonnage, mais pas dans les machines à tourelle revolver. Et cela pourrait influencer la longévité des outils. Bien que la construction de la machine elle-même joue également un rôle dans la stabilité de la machine. Par exemple, un cadre fermé est-il utilisé ou non ? Quoi qu'il en soit, sur ce point, il y a des discussions entre les fabricants. C'est pourquoi nous vous conseillons de vous renseigner et de collecter des informations auprès d’eux.
qui offre encore plus de flexibilité
Multi-tool et hauteur de pliage
Bien que ces aspects puissent également être liés au type de poinçonneuse, nous tenons à y consacrer deux paragraphes séparés. Ils exigent, en effet, un peu plus d’explications.
Multi-tool
Un multi-tool est un outil de poinçonnage multiple garantissant encore plus de flexibilité. Mais pour pouvoir utiliser les différents outils du multi-tool, il faut disposer d’un mécanisme de rotation. Pour les machines single head, ce n’est bien sûr pas un problème, car la tête de poinçonnage tourne de toute façon sur 360°. Tous les outils de poinçonnage se trouvant dans la cassette peuvent donc en principe être des multi-tools. Ce n’est pas le cas pour les poinçonneuses à tourelle revolver. Spécifiquement pour les multi-tools, il faut prévoir ici un certain nombre de stations rotatives, à une exception près. Il y a, en effet, aussi un fabricant de machines à tourelle revolver qui prépare déjà les porte-outils à pouvoir tourner via un seul et même système de rotation. Bien plus de multi-tools peuvent ainsi être utilisés. Tous les outils des multi-tools chez ce fabricant sont, en outre, indexables. En d’autres termes, les outils peuvent aussi, indépendamment du système de rotation (ou de la tête de poinçonnage pour les single heads), tourner d’eux-mêmes, ce qui renforce encore la flexibilité. Cette possibilité existe bien entendu aussi chez les autres fabricants et systèmes, mais il est important de savoir qu’un multi-tool n’est pas automatiquement indexable. Notons enfin que les multi-tools pouvant être placés dans une station rotative d’un type à tourelle revolver peuvent être constitués de plus d’outils que dans le cas d’une machine single head.
Hauteur de pliage
Comme nous l’avons dit précédemment, une poinçonneuse peut aussi exécuter des usinages en 3D. Nous pensons avant tout au pliage. La hauteur de pliage varie cependant d’un fabricant à l’autre, et cela est également lié dans une importante mesure au type de poinçonneuse. On peut décrire en gros la tourelle comme deux disques tournant et saisissant les outils. Cette construction ne permet pas de hauts plis, vu que l’espace entre les deux disques est limité à 25 mm. Retirez notamment l’épaisseur de tôle et vous arrivez à env. 20 mm, alors que deux fabricants de machines single head vont jusqu’à plus de 70 mm. Cette restriction n’est, en effet, pas d’application ici. Aujourd’hui, il existe aussi des ‘matrices actives’. Dans le cas de cette option, on utilise pour de grosses déformations (la hauteur reste toutefois toujours limitée) la matrice afin de donner une forme à la tôle plate par en dessous.
Vous pouvez non seulement réaliser ainsi une déformation relativement (plus) grande, mais le contact avec la tôle n’est également que très fugace, ce qui permet d’éviter les rayures. Le poinçonnage est, en revanche, un peu plus lent que ‘la normale’ et vous perdez, en outre, en force de poinçonnage. Il s’agit donc principalement d’une option pour les fines tôles. Ne confondez, par ailleurs, pas une matrice active et une ‘sinking die’, c’est-à-dire une matrice pouvant descendre, mais ne déformant pas la tôle. C’est là que réside la différence. L’avantage, c’est qu’on peut également travailler avec un risque de rayures nul ou minime. Une autre manière encore consiste à rehausser les brosses.
Lisez plus en dessous la photo...

Outils spéciaux
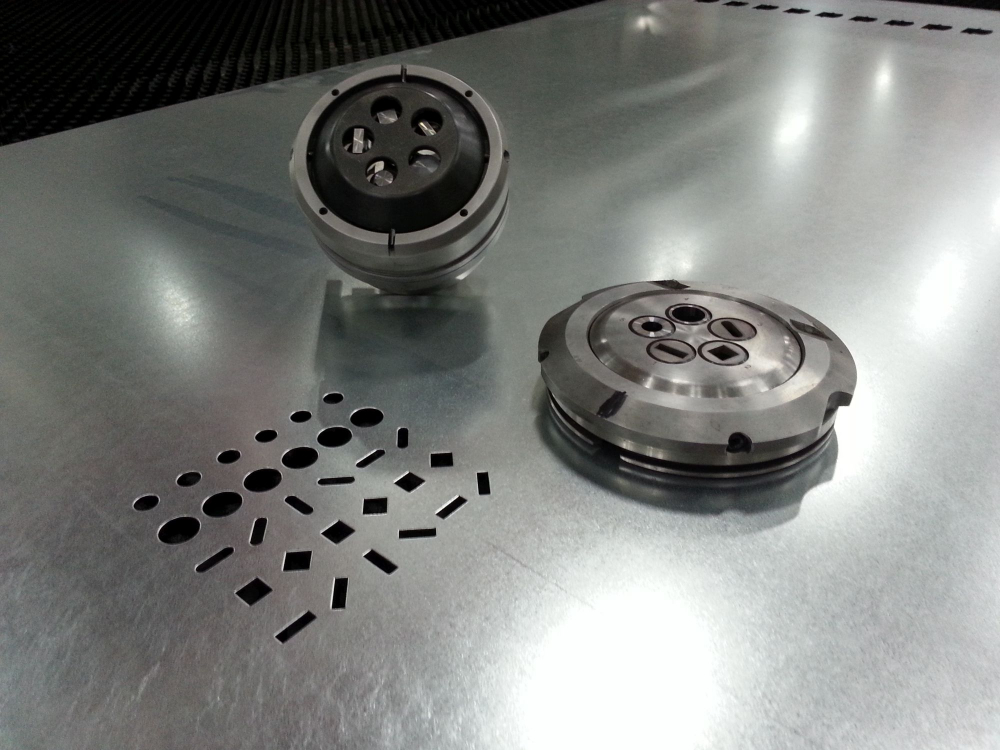
Avec la déformation et le pliage jusqu’à des hauteurs d’env. 70 mm, nous en sommes en fait déjà arrivés aux outils spéciaux, du moins si on part du principe qu’un outil standard ne fait qu’un mouvement montant et descendant pour poinçonner p.ex. un trou. L’offre d’outils spéciaux est entre-temps très vaste, et leur importance augmente encore. Logique, sachant que la poinçonneuse se démarque justement par sa flexibilité et sa polyvalence. Pour vous donner une idée de la grande variété, on peut aujourd’hui marquer d’au moins quatre manières: avec un outil à pointe de marquage (les lignes sont formées par une succession de petits points), avec un outil de gravure ou scribing tool, via impression ou un système à jet d’encre. Il y a également des outils d’ébavurage, des outils de filetage et bien sûr les outils de roulement, peut-être bien les plus connus des outils spéciaux et garantissant un gain de temps et de matériau conséquent si l’application s’y prête. Grâce à leur tête sphérique indexable, les outils ‘glissent’ sur le matériau. Avec un entailloir (rolling pincher), vous réalisez p.ex. sur le dessous et le dessus de la tôle des rainures biseautées permettant de casser facilement les pièces de la tôle après le poinçonnage. Vu que toutes les pièces restent d’abord accrochées entre elles, il ne faut pas de micro-joints. De ce fait, vous pouvez rapprocher plus les pièces. Les côtés biseautés garantissent aussi une finition sans bavures.
N’oubliez pas le logiciel
Toutes les poinçonneuses peuvent être équipées d’outils spéciaux. N’oubliez simplement pas qu’il faut également le logiciel adapté. Les mouvements sont, en effet, bien plus complexes que juste monter et descendre. Dans le cas de filetage, p.ex., vous devez déjà pouvoir effectuer un mouvement de rotation et bon nombre des outils spéciaux exigent une interpolation de l’axe C pour pouvoir réaliser les formes spécifiques. Des réglages précis s’imposent dès lors afin de coordonner exactement les mouvements. Chez de nombreux fabricants, cette possibilité spécifique est prévue de série dans l’offre. Chez d’autres, il s’agit d’options supplémentaires à prendre. Etant donné que de nombreux fabricants collaborent avec des fournisseurs indépendants d’outils, nous voyons généralement souvent revenir les mêmes outils spéciaux. Certains fabricants de machines fabriquent leurs propres outils et peuvent ainsi proposer des outils spéciaux que personne d’autre n’a: un outil pour le dressage intégré, un V-cut pour réaliser une rainure dans le matériau permettant de plier sans rayon, des outils en Z pour réaliser des plis en Z courts, …
Merci à Amada, Haco, LVD, Metanox, Prima Power, Talas, V.A.C. Machines et Wilson Tools.