
Le poudrage… une methode de conservation du metal particuliere
un pretraitement est essentiel pour un bon resultat final
Le revêtement par poudre est un processus électrostatique dans lequel on utilise l‘électricité pour appliquer le revêtement en poudre sur l‘objet. Le prétraitement est essentiel pour le résultat final et progressivement, des éléments tels que le choix de la couleur et du matériau, l‘effet Faraday et le processus d‘application peuvent influencer le résultat final de manière positive ou négative. Lorsque ces facteurs sont suffisamment pris en compte, on est assuré d‘une barrière solide et attrayante entre l‘air extérieur et l‘objet revêtu.

Conservation du metal
Le revêtement par poudre - aussi appelé peinture par poudre ou poudrage - est une forme efficace, durable et écologique de conservation des métaux, qui convient à l‘acier (galvanisé à chaud ou métallisé), à l‘inox et à l‘aluminium. Il est possible de traiter d‘autres matériaux mais ils doivent être conducteurs et capables de résister à la température d‘émaillage - 180 à 200 °C. Un objectif important du poudrage est de protéger les produits contre les influences extérieures en appliquant une barrière à la fois solide et esthétique entre l‘air extérieur et l‘objet revêtu.
Cette barrière offre une protection contre l‘eau, l‘oxygène et les influences météorologiques. La durée de vie est ainsi considérablement prolongée parce qu‘on empêche la corrosion (formation de rouille) et parce que les rayures causent moins de dommages permanents. Le revêtement par poudre est une technique spéciale et, selon les experts, l‘une des meilleures façons d‘appliquer cette barrière. Le domaine d‘application varie des structures en acier aux châssis en aluminium, fenêtres, portes et mobilier de bureau en passant par les composants automobiles, les machines agricoles et les radiateurs.
“Le nettoyage periodique du revetement et la reparation rapide des dommages contribuent a une plus longue duree de vie”
Electrostatique
Lors du poudrage, une poudre est appliquée sur un objet de manière électrostatique. La différence par rapport à l‘application d‘un revêtement ou d‘une peinture normale est que la poudre électrostatique ne contient aucun solvant. L‘adhérence est causée par l‘attraction entre les particules de poudre chargées positivement ou négativement et l‘objet mis à la terre (neutre). En raison de la différence de charge, la poudre ‘colle‘ temporairement au métal (elle ne peut pas perdre sa charge), après quoi elle est durcie dans un four.
En combinaison avec un support galvanisé ou de l‘acier avec une laque KTL - KTL signifie Kathodische Tauch Lackierung, un procédé de peinture électrostatique où la pièce à peindre est plongée dans un bain de peinture - les laques en poudre offrent une protection durable contre la corrosion et une excellente résistance aux influences climatiques (extrêmes). Le processus comporte des étapes fixes qui se succèdent sans interruption et sont souvent entièrement automatisées. Chaque étape est caractérisée par des paramètres de processus spécifiques qui sont étroitement surveillés au moyen de contrôles de qualité permanents.


Pendant le poudrage, il est souvent difficile de pulvériser dans les cavités et les coins. Il est alors nécessaire de pulvériser manuellement afin de bien couvrir ces zones. © VOM
Sortes de revetements par poudre
Il existe deux grandes catégories: les thermodurcissables et les thermoplastiques. Les thermodurcissables (90%) contiennent un agent de réticulation, c‘est-à-dire un composé capable de relier deux chaînes de polymères. Les thermoplastiques (10%) ne sont pas émaillés; ils fondent et coulent sur la pièce chauffée, formant le revêtement final en refroidissant. Les revêtements en poudre sont généralement classés en fonction du liant utilisé.
Le revêtement par poudre de polyester est généralement appliqué en une seule couche ou en un système à deux couches et assure à la fois la couleur et la protection. La poudre de polyester est utilisée spécifiquement pour les applications extérieures mais convient également pour les applications intérieures. Le polyuréthane est facile à nettoyer et est donc principalement utilisé pour prévenir les graffitis. C‘est en quelque sorte le ‘revêtement anti-vandalisme‘.
Les revêtements par poudre époxy-polyester ne conviennent qu‘aux applications intérieures (non résistantes aux UV), par exemple pour les appareils électroménagers et les radiateurs de chauffage central. Les métaux et les poudres texturées peuvent donner lieu à un effet de nuage et à des différences de teinte. Cette situation est inévitable et propre à ces poudres en raison de la réflexion des particules métalliques dans le revêtement en poudre selon l‘incidence de la lumière.
pretraitement
Pour le revêtement par poudre, il est important d‘éliminer les impuretés de l‘objet. Il peut s‘agir de poussières, de saletés provenant de l‘atelier, d‘empreintes digitales, de lubrifiants et/ou d‘huiles, mais aussi de conservateurs - utilisés pendant le transport et le stockage - et/ou de résidus d‘opérations mécaniques. Il existe deux possibilités: le prétraitement mécanique ou le prétraitement chimique.
Prétraitement mécanique
Parmi les applications mécaniques, le sablage est le plus utilisé, notamment pour le poudrage de matériaux plus lourds: tôles, tubes ou pièces moulées de forte épaisseur. Généralement, on utilise de la grenaille d‘acier angulaire/à arêtes vives. Celle-ci est soufflée sur la pièce sous haute pression (méthode classique) ou projetée (machine à jet de sable). On obtient alors une surface propre, légèrement rugueuse, régulière et nette qui permet une bonne adhérence du revêtement en poudre; une surface trop lisse peut causer des problèmes d‘adhérence.
Prétraitement chimique
Lors du prétraitement chimique, une étape importante est le dégraissage (alcalin). La graisse et la poussière restante sont éliminées sans endommager la surface du métal. Le décapage est une méthode de nettoyage qui consiste à enlever la rouille ainsi que la peau de laminage et à rendre la surface très légèrement rugueuse. Des bains d‘immersion ou des tunnels de pulvérisation peuvent être utilisés pour les deux méthodes. Après le dégraissage et/ou le décapage, avant l‘application du revêtement en poudre proprement dit, on applique généralement une couche dite de conversion; une bonne couche adhésive obtenue par réaction chimique de la surface métallique avec des éléments actifs en phase liquide. Ce genre de couche de conversion améliore à la fois l‘adhérence et les propriétés anticorrosion.

cabine de poudrage
Le revêtement par poudre proprement dit a lieu dans une cabine de poudrage. La poudre se compose d‘un liant, d‘un pigment, d‘une charge, d‘un durcisseur et d‘additifs. Elle est transportée vers le pistolet par un courant d‘air venturi (air comprimé). En donnant aux particules de poudre une charge négative à l‘aide d‘une électrode, un champ électrique apparaît entre le pistolet et le produit. Cela se fait en créant un champ de tension (charge corona = charge négative) ou par frottement dans le pistolet (charge tribo = charge positive). Depuis le pistolet, les particules de poudre se déplacent vers la pièce mise à la terre selon des lignes fixes, appelées lignes de champ. Après avoir traversé le champ électrique, elles se retrouvent sur le produit et adhèrent à l‘endroit où se termine la ligne de champ (imaginaire). En raison de cette ‘diffusion en lignes, la majeure partie de la poudre se retrouve dans les coins extérieurs et il est souvent difficile de pulvériser dans les espaces creux et les coins. Ce phénomène naturel est appelé l‘effet Faraday. Les particules de poudre adhèrent à l‘objet mis à la terre car elles ne peuvent plus décharger leur charge en raison de la quantité de particules de poudre qui atteignent l‘objet. L‘arrière de l‘objet est également partiellement recouvert de poudre, poudre qui aurait été perdue sous forme d‘overspray lors du processus conventionnel de pulvérisation de peinture. L‘overspray peut être récupéré et réutilisé au moyen d‘un cyclone. Les particules de poudre < 10 microns sont évacuées dans un filtre à déchets, les particules ≥ 10 microns peuvent être réutilisées.
emaillage
Les matériaux revêtus sont ensuite introduits dans le four où la poudre fond et durcit. Ce processus dit d‘émaillage se déroule dans des fours spéciaux à des températures allant de 160 °C à 210 °C, selon la température de durcissement de l‘objet, l‘épaisseur du métal et le type de poudre thermodurcissable utilisé. Pendant la phase de chauffage, les particules solides du revêtement en poudre se transforment d‘abord en une forme liquide (peinture). La substance s‘écoule alors sur le produit et adhère en quelque sorte à la surface. Pendant le processus de chauffage, les différents composants de la poudre réagissent les uns avec les autres pour former un polymère (polymérisation): les petites molécules sont reliées entre elles par des liaisons covalentes pour former une longue chaîne solide. A mesure que la température augmente, la substance devient visqueuse et finit par durcir en un film de peinture solide. A la fin du processus, un contrôle de qualité a généralement lieu. On recherche alors toute contamination qui pourrait être le résultat d‘une contamination environnementale, d‘une surface sale, d‘une poudre de mauvaise qualité et/ou de la contamination du four.
Quand (ne pas) choisir le revetement par poudre?
Avantages
- les peintures en poudre ne contiennent ni solvants et/ou diluants ni métaux lourds;
- les peintures en poudre ne contiennent ni solvants et/ou diluants ni métaux lourds;
- la poudre non fixée (l‘overspray) peut être réutilisée car elle reste inchangée pendant la pulvérisation;
- prolongation de la durée de vie de l‘objet grâce à une bonne résistance aux UV, aux intempéries et aux rayures;
- relativement facile à appliquer (processus contrôlé);
- accumulation d‘une épaisseur de couche suffisante (60 à 80 µm par couche).
Inconvénients
- l‘émaillage est un processus énergivore;
- l‘émaillage est un processus énergivore;
- l‘objet à traiter doit être conducteur et doit pouvoir résister à des températures élevées, sinon il se déforme;
- un prétraitement intensif est nécessaire (la surface doit être propre à 100%);
- en raison du procédé d‘émaillage, la technique ne peut être utilisée que dans un environnement industriel.
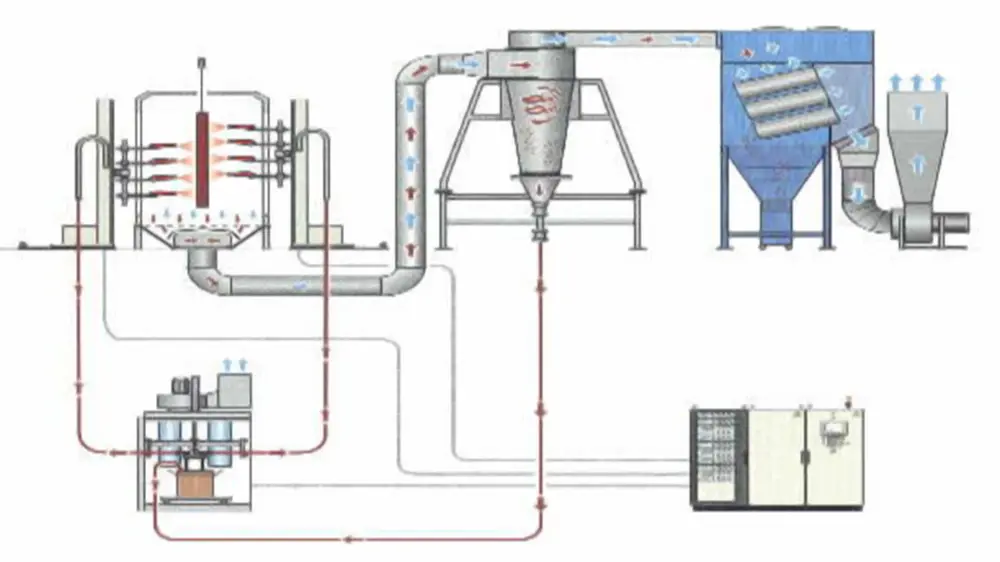 L‘overspray peut être récupéré et réutilisé au moyen d‘un cyclone. Les particules de poudre < 10 microns sont rejetées dans un filtre à déchets, les particules ≥ 10 microns peuvent être réutilisées (Photo: Kluthe Benelux)
L‘overspray peut être récupéré et réutilisé au moyen d‘un cyclone. Les particules de poudre < 10 microns sont rejetées dans un filtre à déchets, les particules ≥ 10 microns peuvent être réutilisées (Photo: Kluthe Benelux)
influences
Après l‘usinage des métaux et sur les profilés extrudés, il peut rester des arêtes vives là où la poudre se détache souvent après la fusion. Cela entraîne une couverture insuffisante des bords et un risque accru de corrosion. Si le rayon de courbure requis n‘est pas réalisable, il est préférable d‘utiliser des couches plus épaisses et de passer à un système à deux couches. Un rayon de courbure minimal de 2 mm est souhaitable, afin que la peinture puisse s‘accumuler.
Les revêtements en poudre nécessitent un entretien: un nettoyage périodique du revêtement et une réparation rapide des dommages augmenteront leur durabilité. Les facteurs qui influencent la fréquence sont:
- l‘emplacement: dans le cas de constructions ‘orientées au sud‘, la charge d‘UV est plus élevée;
- le coefficient d‘absorption de chaleur: les couleurs sombres absorbent plus de chaleur et sont donc plus chargées;
- la pollution de l‘air dans le voisinage immédiat.
Si la couche de laque du produit traité est entretenue suffisamment fréquemment, on est assuré d‘une barrière solide et esthétique entre l‘air extérieur et l‘objet revêtu, qui résiste ainsi aux influences extérieures telles que les fortes variations de température, l‘effet de certains composés (par exemple le sel de mer), les influences climatiques et/ou le vandalisme
Merci à: Fédération Metalliseurs de Belgique, Inplasco, Kluthe Benelux, Reiter, Straaltechniek et VOM.