
Le cintrage ne se limite plus à plier ou casser
Les différences de matériau et d'épaisseur ont moins d'influence

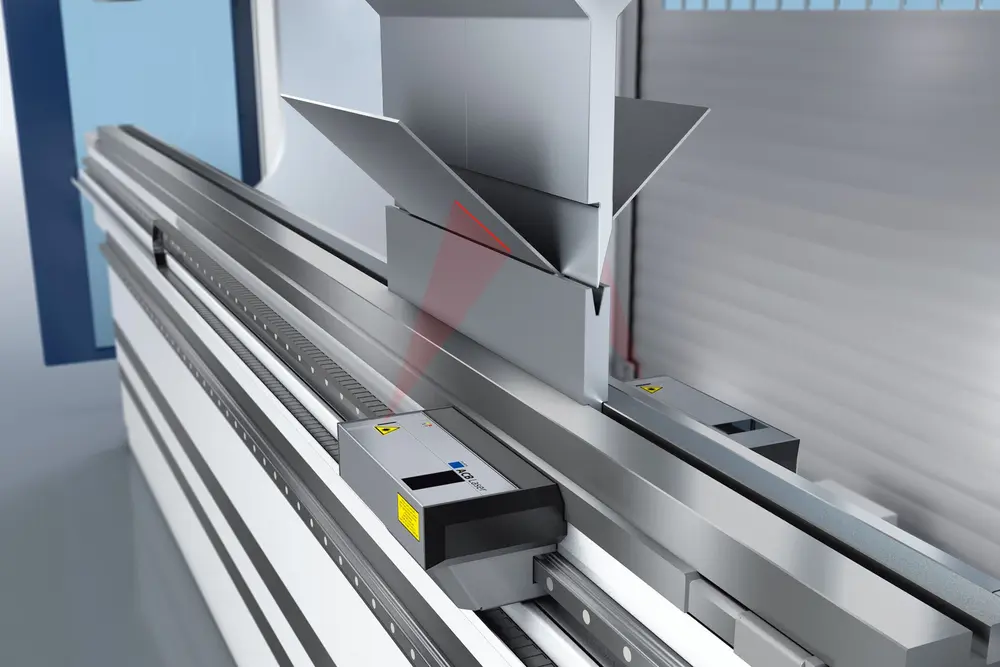
Lors du pliage, du cintrage ou du chanfreinage, l'objectif a toujours été d'obtenir une précision angulaire d'environ 0,5° (parfois même 0,3°). Afin d'éviter de dépasser cette valeur, il est important de mesurer l'angle de la pièce pendant le cycle de pliage, de préférence en temps réel. Cela se fait à l'aide de systèmes de mesure d'angle utilisant la technologie des capteurs ou du laser. La valeur technologique du système de mesure d'angle dépend du système choisi par le fabricant. Étant donné qu'un bon système de mesure d'angle évite les pertes de temps et de matériel, un investissement dans ce domaine sera presque toujours rentable.
précision angulaire
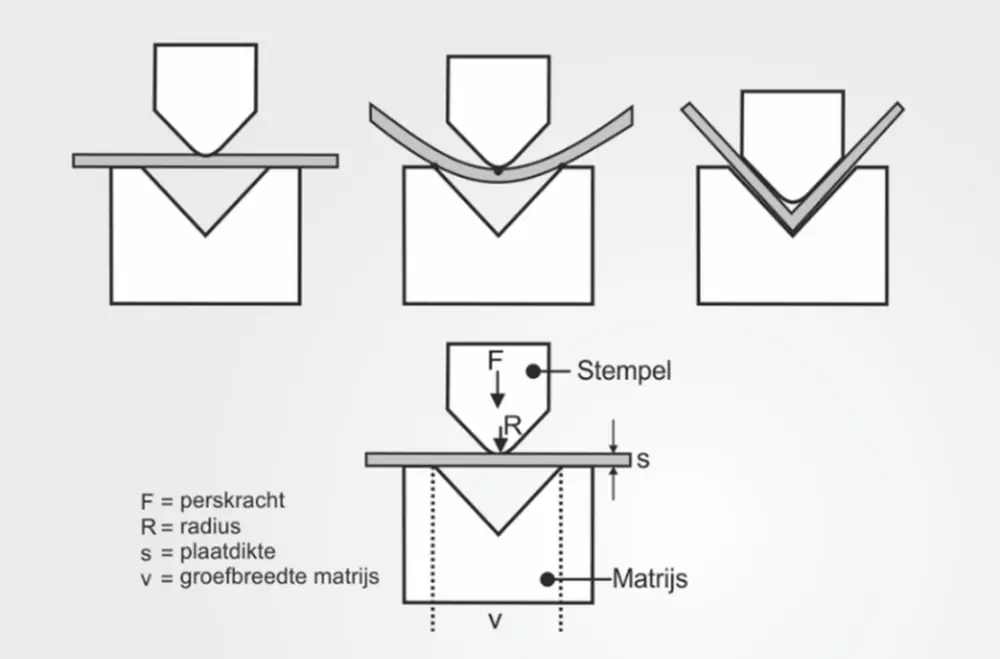
Le pliage - ou chanfreinage aux Pays-Bas - est une technique de transformation qui consiste à déformer plastiquement la tôle en la pliant avec une grande force. La tôle est placée entre un poinçon et un (sous-)moule. En pressant le tampon (généralement en forme de couteau) avec une grande force dans la fente/matrice inférieure (généralement en forme de V), on obtient un changement permanent de la forme.
Un système de mesure d'angle vérifie si l'angle de pliage est conforme aux paramètres
Il s'agit d'un travail de précision qui peut être effectué manuellement, mais lorsqu'il s'agit de plier de grandes largeurs et/ou des tôles épaisses, l'utilisation d'une cintreuse est recommandée. L'objectif est d'atteindre une précision angulaire d'environ 0,5°. Certaines entreprises métallurgiques travaillent déjà avec une précision de 0,3°. La faisabilité de cette démarche est principalement déterminée par:
- Le processus de pliage
- La nature de la mesure de l'angle
- Le rayon du produit (voir le cadre conceptuel): un petit rayon du produit entraîne un petit retour élastique.
- La méthode d'exécution et de traitement des données
PRINCIPES IMPORTANTS
Rayon de cintrage: Paramètre déterminant les propriétés de la tôle après cintrage. Plus le rayon de cintrage est grand, plus le risque de rupture et de perte de résistance est faible; plus le rayon de cintrage est petit, plus la réduction de l'épaisseur du matériau au point de cintrage est importante.
Angle de cintrage maximal: en raison du retour élastique du matériau, la tôle doit toujours être cintrée un peu plus loin que l'angle spécifié.
Valeur minimale de cote de longueur: le contact minimal de la tôle avec la matrice nécessaire pour effectuer le pliage; il est déterminé par l'épaisseur de la tôle.
Rayon du produit: un (plus) petit rayon du produit entraîne un (plus) petit retour élastique (voir ci-dessous).
Retour élastique: le 'retour' partiel du matériau à sa position initiale après le pliage; chaque matériau a des valeurs de retour élastique caractéristiques. Il faut en tenir compte en ce qui concerne les tolérances souhaitées.
Pliage libre: technique de pliage dans laquelle le poinçon presse la pièce dans le moule sans toucher les parois. Lorsque le poinçon se déplace vers le bas, les surfaces de la pièce se courbent vers le haut, créant un angle d'autant plus petit que le poinçon enfonce la pièce dans la matrice.
avantages
En raison de la variation de l'épaisseur de la tôle et des qualités du matériau - résistance à la traction, sens du laminage - l'angle peut s'écarter de la valeur préprogrammée. La réparation de cette déviation implique une perte de matériel et de temps. Pour éviter que la précision de l'angle prescrit ne soit dépassée, l'angle de la pièce doit être mesuré pendant le cycle de pliage.
Le système de mesure d'angle ne doit en aucun cas ralentir le processus
Cela se fait à l'aide d'un système de mesure de l'angle, un système qui utilise la technologie des capteurs ou du laser pour vérifier automatiquement et en temps réel si l'angle de pliage est effectivement conforme aux paramètres fixés. Les corrections sont effectuées automatiquement pour la résistance à la traction, l'épaisseur et le sens de laminage du matériau en tôle, ainsi que pour la correction de l'exécution. Un tel système offre évidemment de grands avantages, tant pour la production à l'unité que pour la production en série. Le nombre de coudes d'essai peut être considérablement réduit, voire éliminé.
conditions de mesure
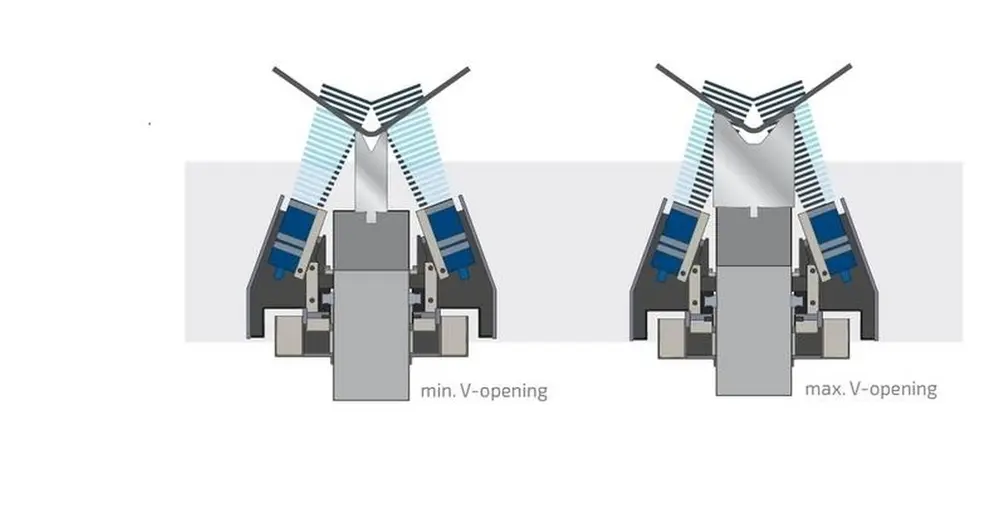
La condition la plus importante est que la mesure de l'angle ne doit pas ralentir le processus. Deux autres conditions doivent également être remplies: la mesure doit être effectuée selon le principe de triangulation (triangulation) - les influences de l'environnement sont ainsi largement exclues - et la position de mesure doit être déterminée de manière à ce que les influences de la gravité (affaissement) et les effets d'inertie (vibrations) aient une influence minimale sur le résultat de la mesure. Un système de mesure d'angle utilise soit un capteur, soit une technologie laser.
FACTEURS AFFECTANT LA MESURE DE L'ANGLE
- Affaissement des pieds de la pièce: si les pieds de la pièce s'affaissent (trop), une mesure précise n'est plus possible car l'angle mesuré est alors supérieur à l'angle réel réalisé;
- Retour élastique: comme le produit reste élastique jusqu'à un certain point, la pièce revient légèrement en arrière après le déchargement, de sorte que l'angle réalisé est en fait supérieur à l'angle requis. Le retour élastique ne peut être corrigé que par un logiciel;
- Effets d'inertie: après l'usinage, les pieds de la pièce peuvent continuer à vibrer pendant un certain temps. Pour obtenir un résultat de mesure précis, il est donc nécessaire d'attendre que la vibration soit complètement amortie;
- Variation de l'angle de flexion: l'angle de flexion ne semble pas être constant sur tout l'axe de flexion en raison des déformations de la presse plieuse elle-même. La variation de l'épaisseur de la tôle et de la résistance à la traction peut entraîner une variation de l'angle, par exemple dans le cas de tôles laminées à chaud. Une mesure en deux ou trois points peut résoudre ce problème grâce à l'ajustement de la pente et au bombage.
Mesure du capteur
Les capteurs destinés aux systèmes de mesure d'angle doivent remplir un certain nombre de conditions. Ils doivent:
- être de petite taille, afin de pouvoir être montés dans la lame ou dans le moule;
- être en mesure de mesurer l'angle de flexion requis à l'abri des influences environnementales;
- convenir aux produits pliés en plusieurs exemplaires et aux produits ayant une cote plus courte;
- ont une grande plage de mesure et un angle de mesure variable;
- ont une vitesse de mesure adaptée à la servo-hydraulique et à une course de mesure d'environ 0,3 s pour les tôles fines;
- sont capables de mesurer le cycle de pliage complet et n'empêchent pas les mesures aux petits angles de pliage;
- être indépendante de la surface de la tôle (couchée ou non couchée) et du type de matériau.
Il suffit de mesurer en un seul point. Sur la base de ce résultat, les axes seront contrôlés de manière à ce que le résultat du pliage soit correct.

Systématique
La valeur technologique du système de mesure d'angle dépend de la systématique choisie par le fabricant.
Système de mesure d'angle adaptatif
Dès le début du processus de pliage, le système fournit au système de commande CNC des informations numériques en temps réel. Sur la base de ces informations, la position du bélier ou de la poutre de flexion et celle du poinçon sont immédiatement ajustées afin d'obtenir le bon angle (encore). Comme les encodeurs sont reliés à la table, les déformations qui se produisent pendant le pliage n'affectent pas la précision du positionnement du vérin. Le système laser est construit de telle sorte qu'il compense automatiquement les variations du matériau telles que l'épaisseur de la tôle, le pliage à froid et la direction du laminage.
Base de données des mesures d'angle
Le système dispose d'une base de données contenant un grand nombre de valeurs de retour pour une grande variété de matériaux. Sur cette base, une correction du réglage de la profondeur est calculée afin d'obtenir l'angle correct. Une mesure d'angle avec une mesure active du retour élastique est également possible. Les mesures sont prises à une ou trois positions pendant le processus de pliage. À partir de là - après correction pour le bombage et la pente - le retour élastique peut être déterminé et enregistré dans la base de données. Cela accélère le processus de pliage et réduit la perte de temps de production.
Thickness-Controlled-Bending (TCB)
Le pliage TCB est une fonction simple qui compense les variations d'épaisseur de la tôle pendant le pliage. Elles sont dues à la fabrication elle-même et au processus de laminage: par exemple, l'épaisseur peut être différente sur les bords et au milieu. L'épaisseur réelle de la tôle est déterminée au moyen de jauges de contrainte sur les colonnes. Des secteurs de la machine détectent l'épaisseur de la tôle suivante et ajustent la profondeur de l'outil supérieur en conséquence.
Investissement
Un système de mesure d'angle fournit à l'utilisateur des informations continues sur l'angle du matériau en tôle. Les écarts dus aux différences de matériau et d'épaisseur de la tôle, au sens du laminage, etc. sont immédiatement détectés et automatiquement compensés. En outre, il existe une autre raison importante d'investir dans un bon système de mesure d'angle: lors du cintrage automatique, le cintrage d'essai et les mesures perturbent le processus, et de plus le cintrage d'essai nécessite généralement deux fois plus de temps que le cintrage normal. Temps = argent, et investir dans un système de mesure d'angle est donc un investissement judicieux.
Merci à: LVD, V.A.C. Machines