USURE DES PLAQUETTES: INEVITABLE, MAIS PAS IMPREVISIBLE
Une usure n’est pas l’autre
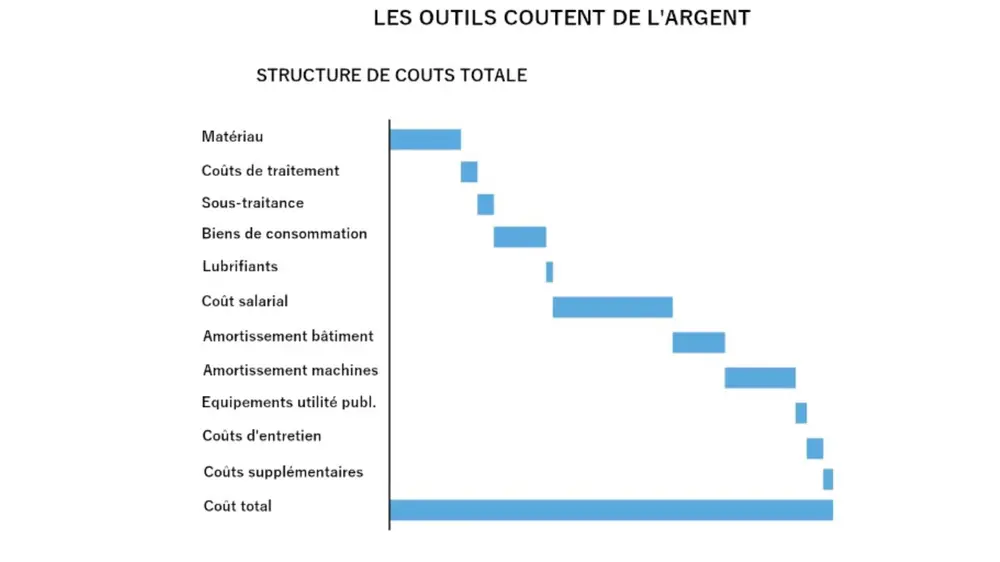
Des plaquettes usées peuvent revenir cher si l’usure n’est pas détectée à temps. Ici, les coûts de remplacement de la plaquette même sont encore un moindre mal. Les endommagements de la pièce, la paralysie de l’automatisation et l’arrêt imprévu de la production génèrent bien plus de coûts. Comment reconnaître l’usure et comment l’éviter? Ou en tout cas: comment lutter contre l’usure des plaquettes?

l’usure. Cela fournit généralement de nombreuses informations sur les causes de l’usure.
L’usure de l’outillage est inévitable et fait partie du processus d’usinage par enlèvement de matière. Mais ce n’est pas pour autant qu’il faut accepter simplement que les arêtes d’une plaquette soient usées. L’usure, aussi normale soit-elle, mérite une attention particulière. Surtout à une époque où l’automatisation est de plus en plus présente dans l’usinage, une certaine certitude concernant la durée de vie prévue de l’outillage de coupe est importante. En effet: en phase autonome, il n’y a plus d’opérateur CNC à la machine, entendant directement de son oreille experte qu’une plaquette est arrivée à la fin de sa durée de vie physique. D’où l’intérêt de ne pas jeter simplement les plaquettes usées, mais d’évaluer visuellement l’usure. Cela fournit généralement de nombreuses informations sur les causes de l’usure.
USURE UNIFORME OU PAS?
Il faut avant tout se demander si l’usure d’une arête est uniforme. Une arête cassée indique une erreur. Cette erreur pourrait accidentellement résider dans la plaquette; une mauvaise plaquette peut avoir été utilisée. Il est toutefois plus probable qu’une erreur réside dans le processus. Un paramètre de coupe mal programmé, par exemple. Une arête cassée endommage inéluctablement la pièce. C’est bien la dernière chose qu’on souhaite. Des usures courantes sont l’usure de flanc et l’usure en cratère. Les deux peuvent éventuellement être combinées dans l’arête.
Usure en cratère
L’usure en cratère est reconnaissable aux détériorations du côté de la face de coupe de la plaquette. La cause peut être double: une vitesse de coupe trop élevée ou un refroidissement insuffisant, entraînant une réaction chimique entre le matériau de la pièce et l’outillage de coupe. On peut contrôler simplement le premier point – vitesse de coupe trop élevée – à l’aide des paramètres de coupe du fabricant.
En revenant à ces données de coupe standard, le problème devrait être résolu. Un refroidissement insuffisant, la deuxième cause, peut être résolu simplement en refroidissant plus et en ajoutant plus d’émulsion au lubrifiant-réfrigérant. Contrôler la composition correcte du bain de lubrification-réfrigération n’est dans ce cas pas un luxe superflu. Ces bains changent de composition pendant le processus d’usinage par enlèvement de matière et doivent en fait être contrôlés régulièrement, tout comme la machine et l’outillage.
Usure de flanc
L’usure de flanc est la même que l’usure frontale de la plaquette. Sa cause est généralement une vitesse de coupe réglée trop haut. La solution peut consister à diminuer la vitesse de coupe. Mais si on ne le peut ou le veut pas, un carbure métallique plus dur est l’autre solution pour lutter contre cette usure. L’usure de flanc est par ailleurs simple à reconnaître, car seul le côté de la plaquette est usé. Comme nous l’avons dit: la seule bonne usure d’une plaquette est une usure uniforme.
POUR PROLONGER LA TENUE D’OUTIL DES PLAQUETTES
Outre une bonne analyse de l’usure, les professionnels de l’usinage peuvent prolonger simplement avec quelques conseils pratiques la tenue d’outil des plaquettes. Cela commence dès le nettoyage des logements dans le porte-plaquette. L’encrassement peut accélérer l’usure. Fixez la plaquette avec le bon couple, car un couple excessif peut causer la cassure de la vis et avec un couple insuffisant, la plaquette vibrera. Du lubrifiant sur la vis évitera qu’elle se coince.
Les trois principaux paramètres d’usinage, la vitesse de coupe, l’avance et la profondeur de coupe ont aussi un sérieux impact sur la longévité de la plaquette. Une vitesse d’avance trop élevée cause p.ex. une usure en cratère. Une vitesse d’avance trop réduite peut, elle, entraîner une usure de flanc et un problème d’arête trop rapides. La profondeur de coupe excessive peut donner lieu à la cassure de la plaquette, et une profondeur insuffisante à une accumulation de chaleur inutile avec tout ce qui s’ensuit. Un conseil pratique: contrôlez si toutes les arêtes de la plaquette sont usées avant de la jeter. De nombreuses firmes gaspillent beaucoup d’argent par an, parce que toutes les arêtes ne sont pas usées.

REFROIDISSEMENT INTERNE POUR LES MATERIAUX EXOTIQUES
Une usure plus fréquente, maintenant que plus d’entreprises usinent des matériaux exotiques comme l’Inconel et autres alliages de nickel, est l’usure causée par la chaleur durant le processus. Cela peut donner lieu à des fissures thermiques; l’arête peut se déformer. Ces problèmes peuvent être résolus en choisissant un autre type de plaquette, mais il est bon aussi de regarder d’abord le refroidissement pendant le processus. Des fissures thermiques peuvent, tout comme la déformation plastique de la plaquette, survenir, parce que l’amenée de lubrifiant-réfrigérant n’est pas constante. La cause peut être un problème technique, mais aussi une quantité insuffisante ne parvenant, en outre, pas bien à la face de coupe. La température au niveau de l’arête varie de ce fait et risque de trop augmenter, ce qui se solde finalement par une charge trop lourde de la plaquette.
Des déformations de l’arête (déformation plastique) indiquent une température trop élevée. Cela peut être résolu avec une autre plaquette avec un revêtement résistant à des températures plus élevées. N’oubliez pas que, lors de l’usinage de certains matériaux, la température au niveau de l’arête peut atteindre bien 1.000 °C. A de telles températures, la plupart des lubrifiants-réfrigérants ‘s’évaporent’ et leur efficacité diminue. La vapeur empêche l’émulsion de lubrification-réfrigération de faire son travail correctement.
Dans le cas des systèmes d’outillage plus modernes, les fabricants veillent donc à un refroidissement efficace, avec un refroidissement interne à travers le porte-plaquette. Le jet d’émulsion de lubrification-réfrigération arrive ainsi directement à la face de coupe et joue son rôle, avant que le fluide puisse s’évaporer. La solution est donc ici non seulement une autre plaquette, mais surtout un porte-plaquette plus adéquat, avec un refroidissement interne. Ces supports sont aussi très efficaces pour éviter l’usure en cratère.
il est bon d'envisager cela dans une perspective plus large (photo Seco Tools)
USURE EN FORANT AVEC DES PLAQUETTES
Lors du forage avec des plaquettes, les problèmes dus à l’usure de la plaquette peuvent se manifester de différentes manières. La principale conséquence peut être la tenue d’outil de la plaquette plus courte que prévu. Regardez en tout cas la stabilité avec laquelle la plaquette est fixée dans le porte-plaquette, et augmentez l’amenée de lubrifiant-réfrigérant. Cela peut aussi aider si une mauvaise qualité de surface est forée. Celle-ci peut résulter d’usure frontale, pouvant donner lieu à une tolérance de trou hors des spécifications. Si la cause est une nuance de métal résistant trop peu à l’usure, une seule solution: choisir un autre type de plaquette.
Une usure prématurée peut également être causée par une vitesse de coupe trop élevée. En cas d’usure en cratère d’une plaquette pour forer, réduire l’avance ou la vitesse de coupe peut aider. L’usure en cratère peut générer une augmentation de la puissance demandée de la machine. Une raison de plus de lutter contre ce type d’usure. En cas d’usure pendant le forage avec des plaquettes aussi, une cassure dans la zone de coupe indique de mauvaises conditions de processus. Il est possible que des vibrations surviennent en raison de la longueur de saillie, que l’amenée de lubrifiant-réfrigérant soit insuffisante ou que l’avance soit réglée trop haut. La plaquette peut aussi être trop peu tenace ou la géométrie choisie trop faible.

l'impression 3D des porte-plaquette. Cela leur permet de mieux intégrer les canaux de refroidissement
USURE D’OUTILLAGE GLOBALE
Outre cette usure typiquement physique de l’outillage de coupe, une attention particulière est peu à peu accordée ces derniers temps à ce qu’on appelle dans le jargon professionnel l’analyse de la détérioration d’outillage globale (Global Tool Deterioration Analysis, GTDA). L’an dernier, vous avez déjà pu lire un article fouillé à ce sujet dans le Special ‘Outillage’ de Métallerie. La différence? On regarde plus loin qu’un seul outil d’un seul processus.
On collecte des données sur plusieurs usures de plusieurs outils, en différents points, de plusieurs processus dans l’usine, et on tente de les associer à des influences extérieures au processus de coupe. On obtient ainsi une vision plus large des points où les performances de l’outillage peuvent idéalement être améliorées pour un résultat maximal. Cette approche privilégie la maximisation du rendement total d’un processus de production. Cela peut impliquer qu’on ne cherche pas le résultat maximal pour certains sous-aspects, car l’approche globale s’avère finalement plus efficace.





